


以下是:欢迎访问-不锈钢复合管的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 俊邦 可定制 是 是否进口 否 欢迎访问-不锈钢复合管,俊邦金属材料有限公司为您提供欢迎访问-不锈钢复合管产品案例,联系人:张经理,电话:0527-88266888、17768165506,QQ:502309354,发货地:开发区工业园发货到贵州省 贵阳市、遵义市、安顺市、铜仁市、六盘水市、毕节市、黔西南市、黔南市、黔东南市。 贵州省 2022年,贵州省地区生产总值20164.58亿元,按不变价格计算,比上年同期增长1.2%。其中,产业增加值2861.18亿元,增长3.6%;第二产业增加值7113.03亿元,增长0.5%;第三产业增加值10190.37亿元,增长1.0%。
无论您是初次接触还是已经熟悉,我们的欢迎访问-不锈钢复合管产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:欢迎访问-不锈钢复合管的图文介绍
不锈钢复合管成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
不锈钢复合管坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。
不锈钢复合管的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
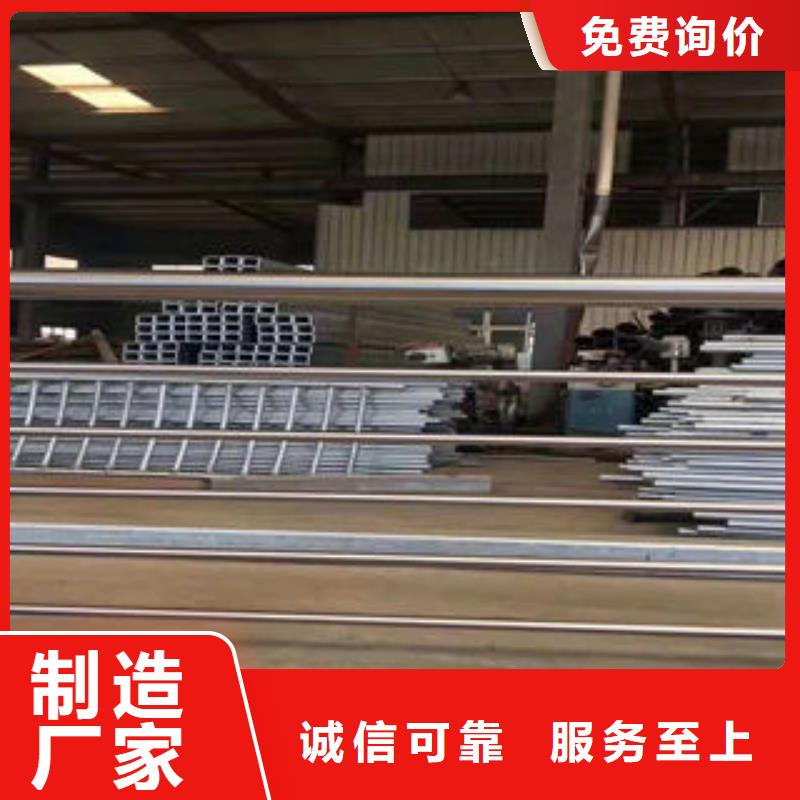
不锈钢复合管护栏由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越外表,以及碳素钢良好的抗弯强度及抗冲击性。
不锈钢复合管护栏的特点和应用 产品介绍---不锈钢复合管护栏不锈钢复合管护栏: 不锈钢复合管护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比如,楼梯不锈钢复合管护栏扶手部位即是我们所说的主管)。 我公司生产外、内衬复合钢管、喷塑、镀锌,防腐及大型金属构件防腐系列新型材料,专业从事外复/碳素钢生产及工程设计、制作、安装、施工,先进的生产工艺和严格的检测手段,使企业产品通过 标准(GB/T18704-2002)。
产品特点: 安装简便:不锈钢复合管护栏采用插接式安装,简便快捷,固定牢靠。 外观美观:不锈钢复合管护栏具有白、蓝、红、绿等多种颜色,色彩艳丽、装饰性强,可与其他材料不锈钢复合管护栏组合使用。
贵州俊邦金属材料有限公司坐落于开发区工业园,欢迎惠顾,是贵州重点培育支持的电子商务企业和生产制造企业。 公司主要经营的各种 201不锈钢复合管。根据 201不锈钢复合管市场经济发展的需要,公司先后与全国120多家大型生产 201不锈钢复合管产品的厂家建立了密切的合作联营关系,为开发新 201不锈钢复合管产品奠定了坚定的基础。 公司全体员工秉承信誉是生命、质量求生存、客户是衣食父母的原则,为国内外新老客户做出新的贡献而努力。
不锈钢复合管工程集输管线选用不锈钢复合管 。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面由于该新型管材在油田地面建设工程尚未接触,焊接工艺尚未成熟,处于摸索阶段。不锈钢复合管厂对焊接工艺非常重视,积极与业主和设计联系,成立不锈钢复合管焊接工艺领导小组。不锈钢复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。
不锈钢复合管对于各种的焊接技术要不断地进行了解,对于焊接的质量要不断地进行去把握,这样的话不锈钢复合管的焊接要是重视起来的话那么不锈钢复合管就会有更大的用处,另外在选择不锈钢复合管的时候要注意看准质量,仔细进行选择,这样的话不锈钢复合管才会发挥出来更好地效果!
复合层的焊接:打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
过渡层的焊接:过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为φ2.5mm,选焊接电流为70-90A,焊接电流为直流正接。过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过 大的电流易将根部烧穿。
在贵州省采购欢迎访问-不锈钢复合管请认准俊邦金属材料有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-17768165506,QQ:502309354,地址:开发区工业园)。














