| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |





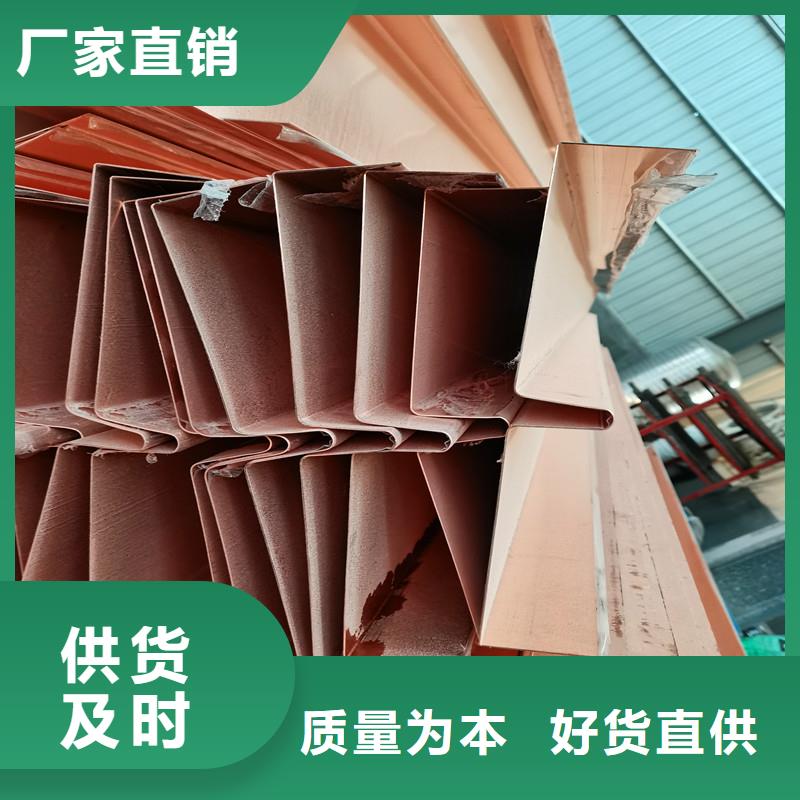
运城铜止水 止水铜片根据不同定义分类有多种方法,今天重点跟大家谈谈根据设计安装方向来区分的水平止水、垂直止水、弧形止水他们三者之间的区别,具体在什么地方使用主要取决于该水利工程的具体止水功能与位置,无论是何种建筑物,都需要设置防渗系统,而止水铜片是防渗系统中的基础工程。
止水铜片的水平止水是指:将紫铜铜止水材料安装在水平地面上的安装方式,如道路止水系统以及屋面止水,施工缝设置在底板或者是垂直墙面以及水平地面连接处的止水系统;
止水铜片的垂直止水是指:施工缝设置在墙上的止水系统;
止水铜片的弧形止水是指:安装在涵洞、隧道、船闸等拱形处的止水系统。
水利工程建筑结构各有千秋,不同位置的防渗系统也不尽相同,要做好止水铜片的设计至关重要,止水铜片通
常埋在水工建筑底部或中部、侧面,是关乎整个工程的基础建设,这里我们分特殊性止水铜片设计和普通性止水铜
片设计两大类。
普通性止水铜片通常是指水平止水,根据水工建筑物防渗区域的尺寸选择止水铜片,为了镶嵌牢固一般选择加
工成W型或F型即可使用。而特殊性止水铜片就包含了变形性止水片,特殊性止水铜片其一是指垂直止水、圆弧形止
水,他们都是根据建筑物形状和位置来确立的止水形状。
其二是指针对变形可能性较大的地区而使用,比如地震带,地壳活跃区域,那么就需要使用变形性止水铜片,而根据变形大小,又可分为中部变形型止水铜片波形止水铜片。即在止水铜片的中部设置类似鼻子形状的拱形,这个拱形俗称“鼻子”,这个“鼻子”会使止水铜片有可伸缩的部分,可吸收接缝位移,减小由于接缝位移对止水铜片的影响,“鼻子”宽度和高度的确立需要根据接缝位移的多少来设计。波形止水铜片原理和设计与变形性止水铜片相同,但使用位置不相同,根据面板堆石坝周边等大变形特点而定制的,它也是安装在接缝的表面,其波数和波尺寸同样是根据接缝位移的大小而设计.
水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与稳定,特别是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。
运城铜止水 止水铜片的基本性能要求 铜止水
目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧软铜。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
止水接头现场焊接施工工艺及方法
运城铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在
焊粉中,焊粉采用气剂301.
B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;
或砂纸去除表面油污和吸附的气体。
C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成
脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。
D、焊前首先将焊件预热:预热温度为400 500‘C。
E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,
同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。
紫铜片止水如何焊接
紫铜止水片焊接质量测试方法
运城铜止水1、紫铜止水片焊接接头可以从外观质量检验
焊接完成后,采用目测或量测检查焊缝是否平整,光滑,轴线时间的接口误差是否满足招标文件技术条款要求及搭接长度不小于20mm。
2、焊接接头部位的煤油渗透测试
先将用于检验的部位表面清理干净,不得留有污渍,用 浆涂抹,待彻底晾干后在焊缝的背面抹上煤油。由于煤油所具有的张力作用,具有渗透细小缝隙的特性。如果紫铜止水片焊缝不紧密或者钢材内部有疏松、夹层、夹灰时,煤油将紫铜止水片渗漏到钢材或焊缝的另一面并在 上显出印渍。
自粘复合型止水带是一水平止水片(带)上或下50㎝范围内不宜设置水平成型后的止水紫铜片在安装时应避免扭曲变形或其他损坏.止水安装时
为准确的确定缺陷位置,避免印渍扩散,在涂上煤油后稍停片刻即进行观察,初出现印渍处为缺陷位置。为了保证煤油有足够的浸润渗透时间,以保证检测的过程持续在半小时以上不出现印渍叫为适宜。
3、焊接接头的力学性能测试方法
接头拉力试验不应该小于母材抗拉强度的80%,这个地方需要大家严格把控。