| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 3 |
| 供货总量 | 77777777 |
| 运费说明 | 运输需方付费 |
| 最小起订 | 50公斤 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽制品 |
| 产品规格 | 直径3-100 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 全国 |
| 产品重量 | 根据需求 |
| 产品颜色 | 光亮 |
| 质保时间 | 精密冷拉 |
| 外形尺寸 | 圆型 |
| 适用领域 | 轻工农机械制造 |
| 是否进口 | 否 |
| 质量认证 | 冷拉光亮 |
| 产品功率 | 1000 |
| 工作温度 | 1500 |
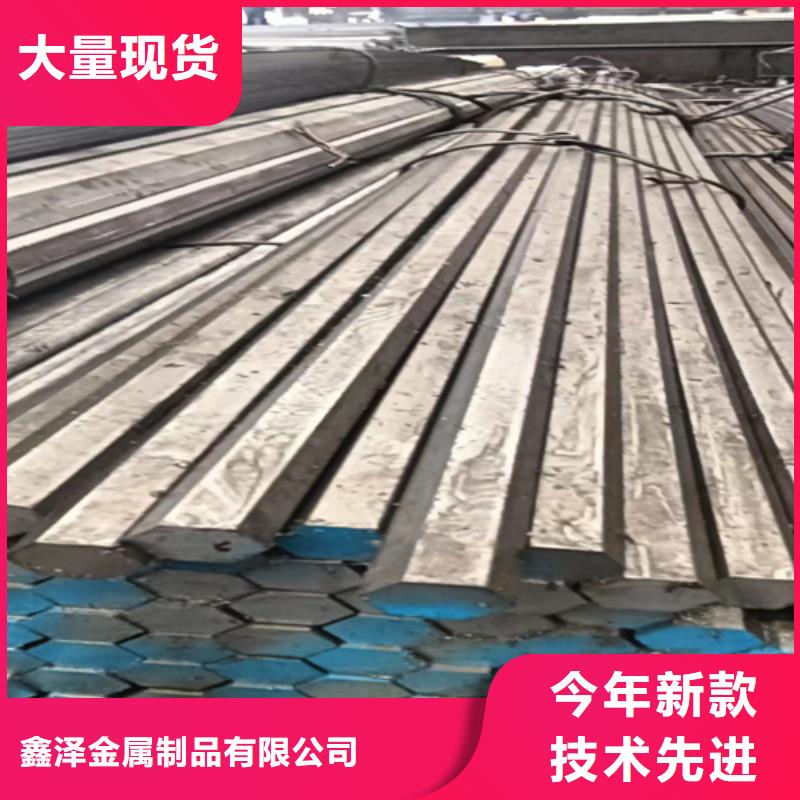
 张掖重信誉12crMo冷拉光亮轴/冷拉光亮棒批发厂家
张掖重信誉12crMo冷拉光亮轴/冷拉光亮棒批发厂家
通过近期对市场的调查回访我们发现冷拔圆钢,很多客户对冷拔方钢焊接接头要求还不是了解的很明白,今天小编就将查阅的相关资料与大家分享一下,希望引起大家的重视,让大家对冷拔方钢有一个深层次的了解。冷拔方钢穿孔型等离子弧焊接方法可以用来焊接多种材料的2-10腿厚的平板,冷拔方钢焊接接头要求为平焊位置的对接接头。它能实现高速焊接和并具有足够的熔深,实现单面焊双面成形。尽管影响冷拔方钢焊接过程的因素很多,而且这些因素之间的相互关系也很复杂,但电弧的功率对于宏观判断性能的好坏提供了有用的证据。穿孔型等离子弧焊的缺点是容易产生咬边,但是可以通过优化焊接参数以及采用脉冲型等离子弧焊的方式进行控制。事实上所有的电弧中都存在等离子体,并且如之前讨论的那样,冷拔方钢可以通过强烈的热压缩条件得到增强,因此当钨极氩弧焊具有足够高的电流时,它也可能具有穿孔焊的特征。
 <张掖>鑫泽金属制品有限公司
<张掖>鑫泽金属制品有限公司
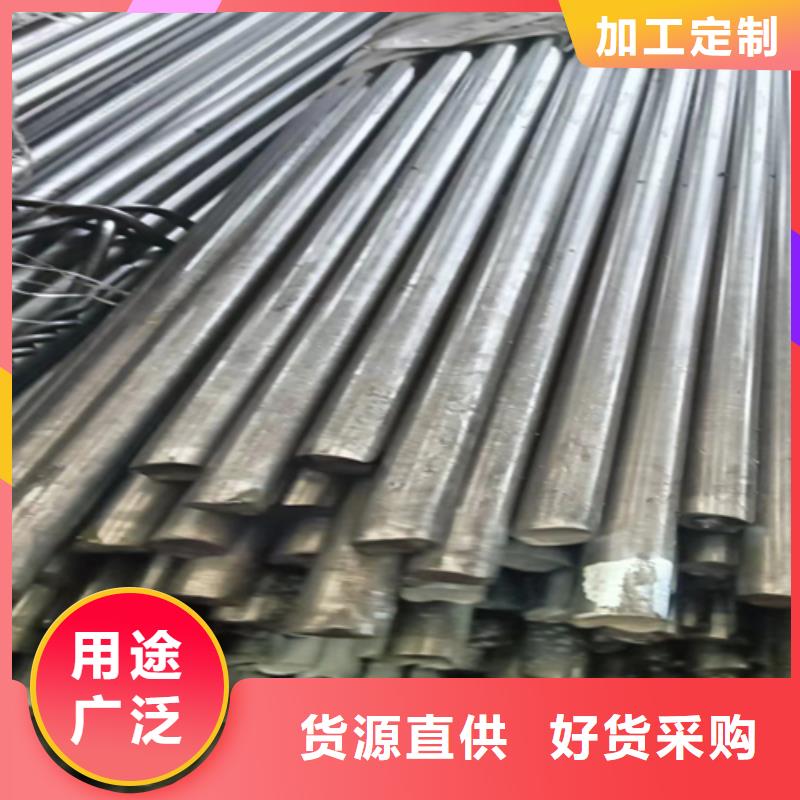
 张掖重信誉12crMo冷拉光亮轴/冷拉光亮棒批发厂家
张掖重信誉12crMo冷拉光亮轴/冷拉光亮棒批发厂家

(一)成品冷拔圆钢产生椭圆的原因及调整:1、成品圆钢产生椭圆的原因有:(1)成品孔错牙。(2)对角线位置磨老。(3)进口导板偏斜。2、成品圆钢产生椭圆的调整方法:(1)若是成品孔错牙,需将下辊往对角线直径短的一侧移动,其移动的距离约等于两对角线差的一半,即可将对角线直径不相等的缺陷纠正过来。(2)若是轧槽磨老必须换槽。(3)若属于进口导板倾斜,应将导板调正。(二)成品圆钢的水平直径和垂直直径不合也会形成椭圆。它主要有以下几种情况:(1)圆钢的水平直径大,垂直直径也大。应使成品前的椭圆轧件高度缩小,即使成品前上辊适当降下(尺寸调小),成品的上辊适当下降(尺寸调小)。如果成品前的椭圆因上辊的下降产生耳子,应使进人椭圆的立椭圆轧件适当缩小尺寸。如果缩小进人椭圆的立椭圆轧件,亦产生过充满现象时,应同样往前一孔调整,使其过充满现象。(2)如果圆钢的垂直直径稍大,水平直径正好,如前所述,应降下成品前孔上辊和降下成品上辊。(3)圆钢的垂直直径正好,水平直径稍大,应使成品前椭圆件高度缩小。(4)圆钢的水平直径比规定的小时,应使成品轧辊上辊适当降下;如仍然小时,则使成品前椭圆放大。(5)圆钢的垂直直径比规定的小时,而水平直径正好或较小,应放大成品前椭圆断面尺寸,成品上辊亦适当上升。如果水平直径较大时,只将成品上辊适当升起即可。(6)成品孔进口导板偏斜也会造成水平直径大,同时一侧有鼓棱,严重时形成耳子。