以下是:200口径PE燃气管质优价廉的产品参数
| 产品参数 |
|---|
| 产品价格 | 15 |
|---|
| 发货期限 | 含运费 |
|---|
| 供货总量 | 8902 |
|---|
| 运费说明 | 3天 |
|---|
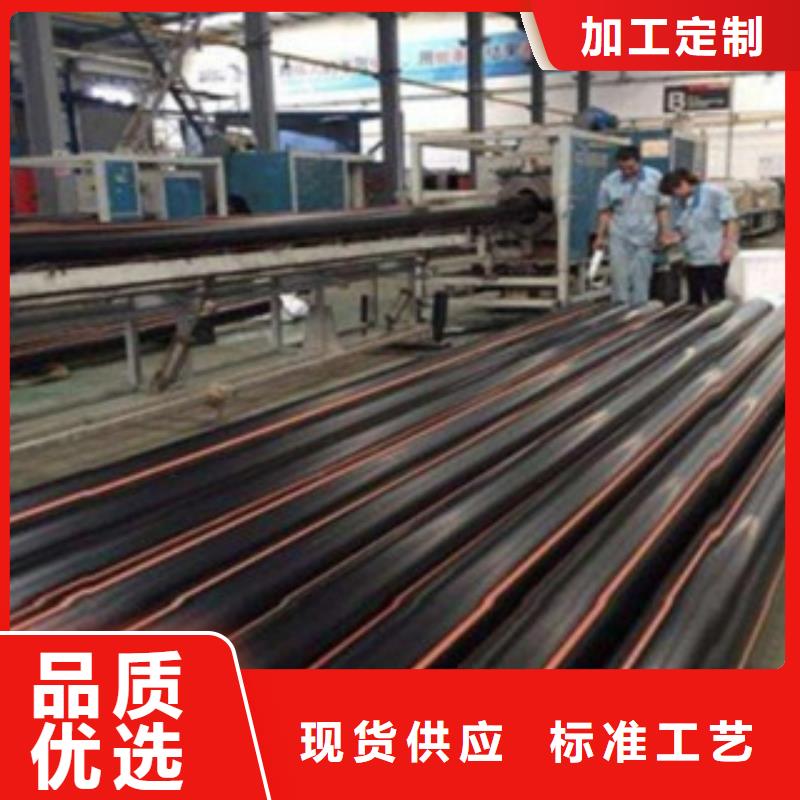
| 颜色 | 黑色橙条 |
|---|
| 口径 | 20-630 |
|---|
| 原料 | 北欧化工3490 |
|---|
| 外观 | 直管 |
|---|
| 定长 | 6/9/12 |
|---|
| 压力 | 1.0MPA |
|---|
| 连接方式 | 热熔对接 |
|---|
| 敷设方法 | 埋地 |
|---|
| 应用领域 | 燃气工程 |
|---|
| 规格 | SDR17.6/SDR11 |
|---|
今年在甘肃省张掖市购买200口径PE燃气管质优价廉有了新选择,润星电力管材有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的200口径PE燃气管质优价廉产品。如需购买或咨询,请随时联系我们,联系人:王经理-15006359263,QQ:292543758,地址:聊城塑料管材产业园发货到甘肃省 张掖市 甘州区、民乐县、临泽县、高台县、山丹县。 甘肃省,张掖市 张掖市自古以来就是丝绸之路商贾重镇和咽喉要道。元鼎六年(前111年)分出西部置敦煌郡,同时分出焉支山以东置张掖郡。张掖市文化沉积深厚,人文景观丰富,是历史文化名城和中国旅游城市。
我们的200口径PE燃气管质优价廉视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:200口径PE燃气管质优价廉的图文介绍

北方地区气温会下降在0℃以下,因此在施工时还要特别注意管沟的挖掘须在当地冻土层以下,管线埋设深度一般在1.2~1.5米以下,外露管材须注意保温措施以防止管材冻裂,施工时不得人为践踏管材。沟底应整理平整,不得有石块、砖块等杂物,如有坚硬物时必须加挖10cm并填沙劣实,然后再进行管线安装施工。下PE燃气管管前检查管材是否损伤,特别是承口与插口端,如有损伤及时更换处理。PE燃气管线施工时应正直平整,不得任意偏斜曲折,如管线必须弯曲时其弯曲角度应按管材(活套)每一承口允许弯曲之角度进行,一般为2°以内,不得出现管材的硬性弯曲现象。煤改气PE燃气管施工过程中应特别注意管沟两侧挖出之土方,防止挖出之石块落入管沟冲击管材。
另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。管线中管件及分歧连接处必须做混凝土巩固,以保证管线日后正常使用。煤改气PE燃气管线安装完成待胶粘部位完全干固后(约48小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业。试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排出,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。
埋地管线在进行埋敷前必须进行试水试压,试压通过后方可进行埋敷。随着PE燃气管被使用的越来越多、范围越来越广,PE燃气管的连接方式越来越被人们重视。现在国内外对于PE燃气管的连接方式包括热熔对接、热熔插接、电熔焊接三种。PE燃气管热熔对接是将PE燃气管端界面,利用加热板加热熔融后相互对接融合,经冷却固定连接在一起的方法。当PE材料在加热超过其熔融温度的时候,就会变得粘滞流体。经常被用户优先选择,广泛应用于供水天然气工程。PE燃气管热熔对接是为PE管道常用的焊接方法,而不正确的使用焊接压力会对管材的焊接质量造成严重的影响,下面就“如何计算焊接压力”和大家说明。焊接压力=拖动压力+焊接规定压力。何为拖动压力。
拖动压力是指当焊机机架油缸带动管材、件平缓向前滑行时,此时压力表上的显示值,即为拖动压力值。测试方法为:将焊机机架活动端完全打开,然后将液压控制箱上的泄压阀松开,调压阀按逆时针方向调小,然后将方向控制操作杆置于闭合状态,同时关闭泄压阀,目视机架油缸部位,将调压阀按顺时针方向缓慢调大,当机架油缸带动管材、件平缓向前滑行时,此时压力表上显示的数值为 拖动压力值。PE燃气管材焊接计算压力。通过上面的计算公式,我们了解到PE管材的焊接压力是如何得出,正确的使用焊接压力才能保障焊接作业顺利进行。PE燃气管具有优异的物理性能。中密度聚乙烯性能介于高,低密度聚乙烯两者之间,既保持了高密度聚乙烯管材的刚性,强度,也有很好的柔性,耐蠕变性,而且较高密度聚乙烯管材更有热熔连接性能优良的特点,有利于塑料管的安装。


HDPE燃气管在一定的时间内,流过一定体积的水,这个水的立方米的数值就是管子里的流量。例如,在1小时内流进l立方米的水,就叫做l小时1立方米的流量,用米3/时表示流量的单位。HDPE管材里的流量,是由管子的横断面的面积和水流的速度相乘得来的。每小时的流量公式如下:流量=3600×管予面积×流速、管子面积=3 .14×(半径)2或,管予面积积=0.785X(直径)2式中流量单位为米3/时,流速单位为米/秒;半径或直径单位为米;3600是l小时拆合成的秒数。因为面积( 米:)X 流速(米/秒)的结果得米3/秒,指1秒钟内的流量,因此,折合成1小时的流量米3/时。就要乘上3600这个数。
据原材料等级的不同,pe燃气管材分为PE80级管材和PE100级管材两个等级;根据标准尺寸比,分为SDR11和SDR17.6两个系列,其中SDR11系列可适用于天然气、液化石油气(气态)和人工煤气等各类气态介质的输配,SDR17.6系列适用于天然气的输配。燃气PE管材一般为黑色加黄(橙)条,也可根据用户要求生产黄色管材。制造标准 Manufacture Standard,燃气用聚乙烯(PE)管材按照GB15558生产。也可根据用户需要按ISO4437或其他通用标准生产。规格及供货长度 Size Range and Pipe Length,管材规格范围为Φ20~630mm。管材供货长度一般为6-12m,Φ63mm(含)以下管材可以盘卷。HDPE燃气管材所用的原材料几乎都使用进口原料,主要等级是PE100和PE80。国内还没有大批量生产PE燃气管HDPE燃气管专用料,一般的高密度聚乙烯的强度和硬度都要比燃气管专用料要高一些。但对管材来说,随着时间的推移会产生老化现象,其力学性能和物理性能都会发生衰减,管材将由初始的韧性破坏衰减转变为老化后的脆性破坏。对于衰变老化过程,燃气管专用料比一般的HDPE要缓慢很多。因此,目前主要使用MDPE用作燃气管专用料。在有关国际标准ISO04437-1997及GB15558.1标准中低于MDPE燃气管用料都有严格的性能指标要求,以保证在正常情况下使用寿命为50年。
在阻燃、抗静电的PE管材没被研发之前,煤矿井下给排水一般采用的都是铸铁管道、或者镀锌管道,很少涉及塑料管材。今天给大家的是一种阻燃性能好、抗静电的 煤安认证的管材—PE矿用管。执行 标准MT558.1-2005。矿用PE管材的性能特点:阻燃、抗静电性能均符合 标准,适用于井下易燃易爆的特定场所,相比较镀锌管来说,安装更方便,在井下施工本来就不容易,pe矿用管恰好解决了这一难题,可大大减少工人的劳动强度,性能高。PE管材特有的防腐功能,特别适用于井下输送高硫、含钙、镁等负离子的水或其他介质,自润滑性,有效缓解水流能量损耗。抗老化、抗快速开裂性能 ,在井下的管道,可能会产生不均匀沉降等问题,PE管具有极好的韧性,在日本大地震中, 幸免的管道就是PE管材,这也是为什么日本大力推广PE管材的原因;易连接,一般采用法兰连接的方法,施工方便,提高了施工的效率。



在HDPE燃气管运用的过程中,滴溅到工件表面上,造成工件表面的涂层出现难看的缩孔问题。而除了采取方法之外,我们还需要去检查一下喷涂的涂料含量中,水质的含油量的参数问题。如果说水质的含油量过高的话,机械设备工件表面的涂层,就很容易出现难看的缩孔问题。工件涂层的缩孔问题之所以会有较高的出现频率,不仅仅是因为PE管喷涂涂料的规格参数的问题。如果说工件表面喷涂的涂料在未使用之前,出现了受潮而影响了涂料喷涂性能的情况时,也容易让工件表面的涂层,出现难看的涂层缩孔问题。
HDPE燃气管施工正确的解决方法,就是施工人员在调试喷涂涂料的粘度参数时,可以增加一项涂料进水过滤器的过滤工作。在有效控制PE管的涂料含量中水质的含油量过大问题的同时,也避免了PE管中的供水泵,在运作的过程中出现漏油的问题。而正是因为这样的解决方法,才能够有效避免机械设备工件涂层的缩孔问题出现。随着科技技术的不断创新和提高,人们对PE管的要求更加高,可以通过上述方法减少涂层缩孔。大家在实际操作中,可以根据文中讲解的内容对管材的质量进行维护,希望对大家有帮助作用。
HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。


润星电力管材有限公司拥有多年的 甘肃张掖PE塑钢缠绕管生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 甘肃张掖PE塑钢缠绕管产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、



润星电力管材有限公司【15006359263】在甘肃省张掖市本地专业从事200口径PE燃气管质优价廉,价格低,发货快,效果好 ([城市群])可送货上门。