想要一睹Q235镀锌钢管怎么做出来的产品的风采吗?我们为您精心打造的产品视频将满足您的期待。请您抽出片刻时间观看,相信您会对产品有更深入的了解和认识。
以下是:Q235镀锌钢管怎么做出来的的图文介绍
融拓金属材料有限公司
产地直销就近发货信誉良好
玉林精密合金管
玉林精密合金管的详细介绍
技术成熟自产自销

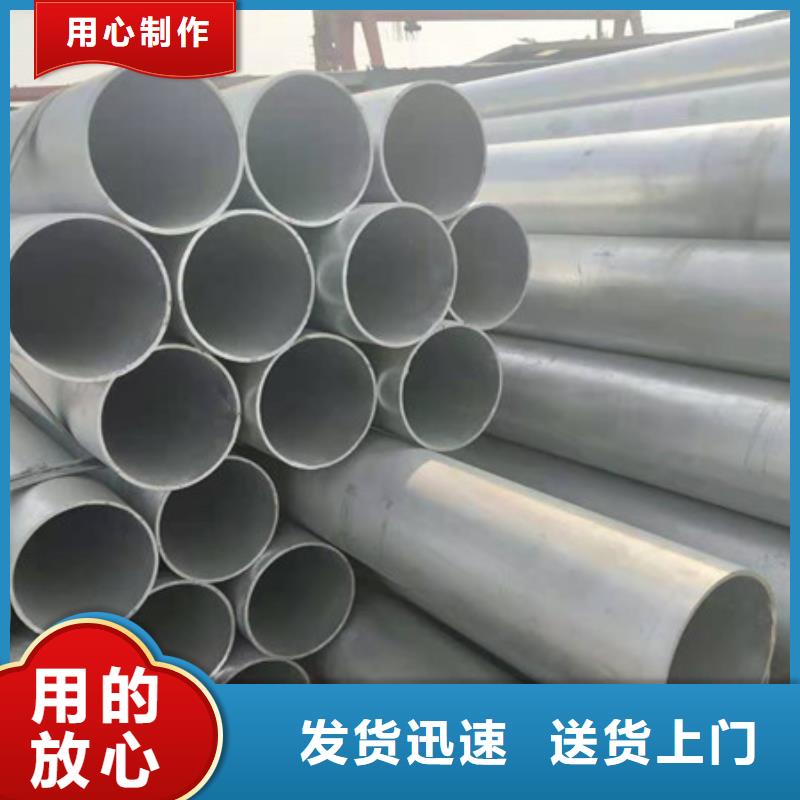
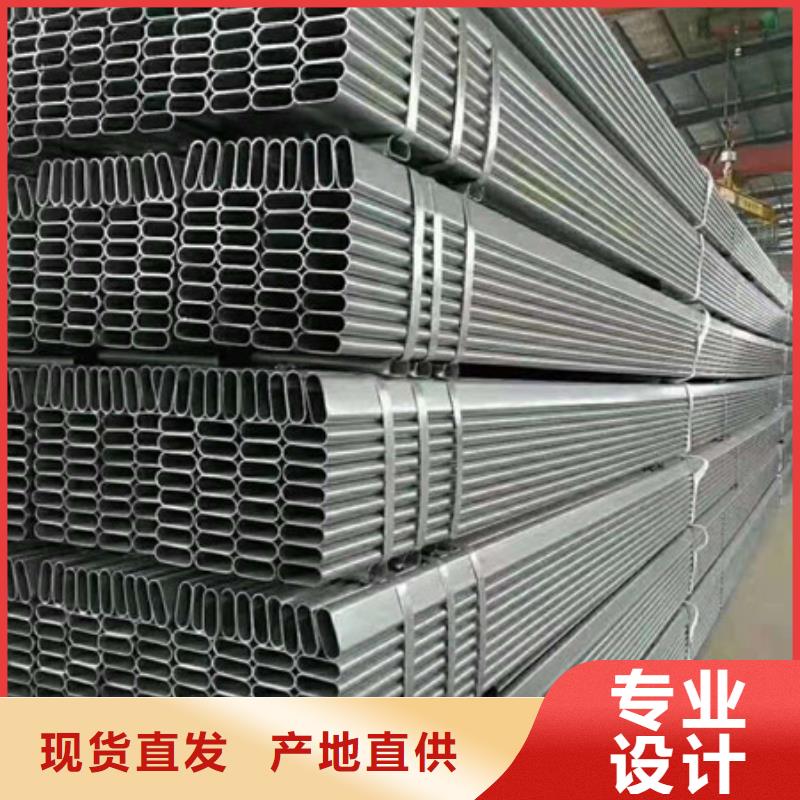
镀锌带焊管以其壁厚大、材质好、加工工艺稳定,成为目前国内外大型油气输送工程的 钢管。在镀锌带焊管接接头中,焊缝和热影响区是容易产生各种缺陷的地方,而焊接咬边、气孔、夹渣、未熔合、未焊透、焊瘤、烧穿、焊接裂纹是主要焊接缺陷形式,也常常是使直缝埋弧焊管发生质量事故的起源。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。