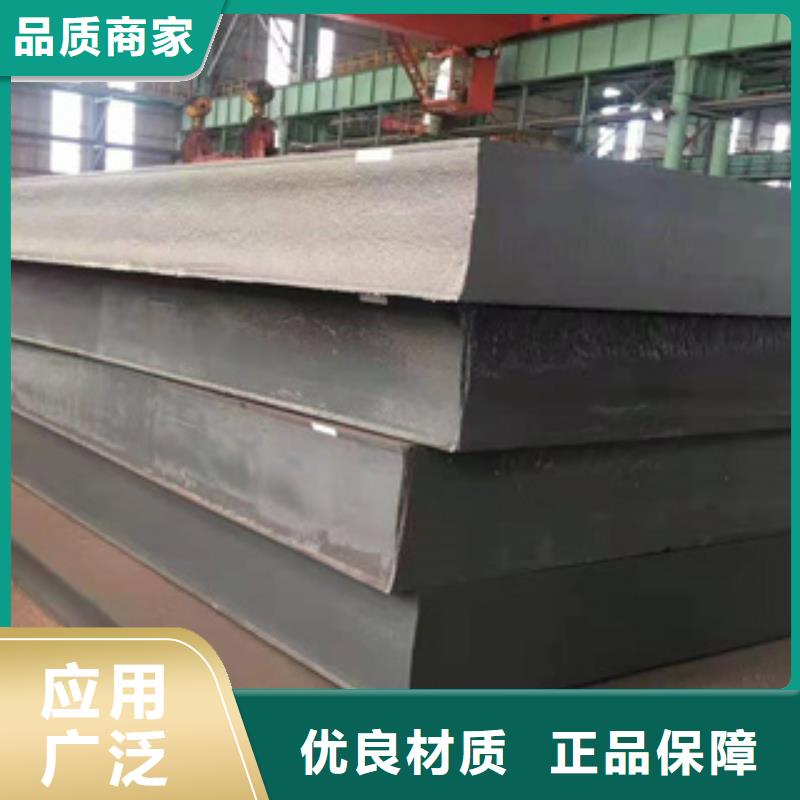
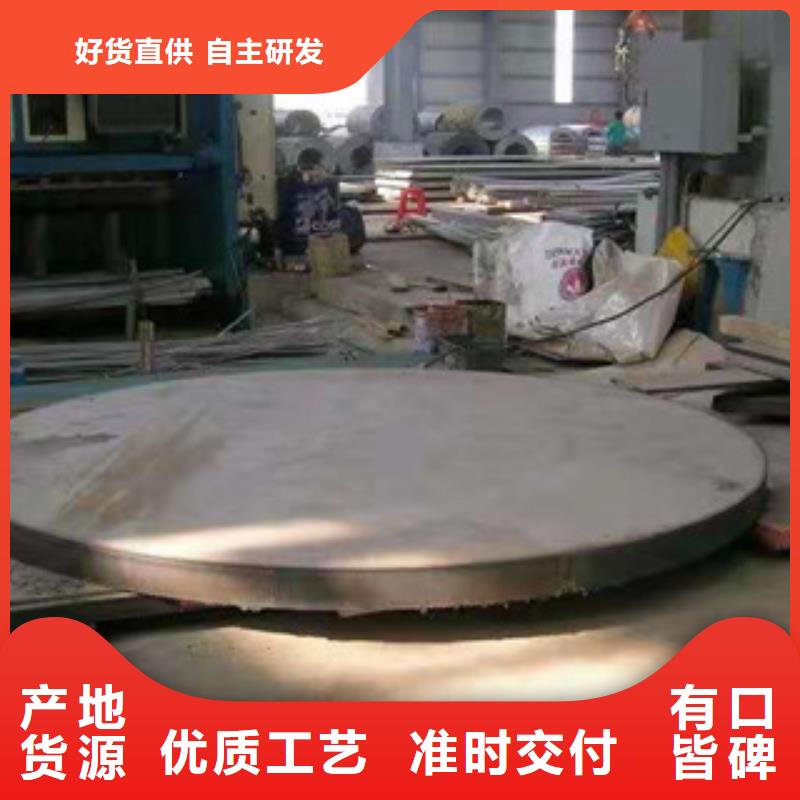
以下是:NM360耐磨钢板可切割加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/吨 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 鑫邦源 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材质 | NM400 NM450 NM500 NM360 MN13 |
|---|
NM360耐磨钢板可切割加工,鑫邦源特钢有限公司为您提供NM360耐磨钢板可切割加工,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,请联系鑫邦源特钢有限公司,发货地:聊城经济开发区钢管城2排5号发货到陕西省 西安市 新城区、碑林区、莲湖区、灞桥区、未央区、雁塔区、阎良区、临潼区、蓝田县、周至县、户县、高陵区。 陕西省,西安市 西安市地处中国西北地区、关中平原中部、北濒渭河、南依秦岭,自古有着“八水绕长安”之美誉。西安市主体地貌为秦岭山地和渭河平原,属暖温带半湿润大陆性季风气候。西安是联合国教科文组织于1981年确定的“世界历史名城”,是中华文明和中华民族重要发祥地之一,丝绸之路的起点,历史上先后有13个王朝在此建都。西安是闻名世界的历史名城,与世界的罗马、雅典、开罗等古城齐名,也是中国六大古都中建都历史长的一个。
想知道NM360耐磨钢板可切割加工产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:NM360耐磨钢板可切割加工的图文介绍

鑫邦源特钢有限公司
鑫邦源特钢有限公司位于经济开发区钢管城2排5号,占地2万平方米,注册资金500万,现有员工100多人,拥有先进工艺的标准化 陕西西安精轧钢管生产线,生产工艺先进而成熟。我们热切地期盼与四方宾客携手共进!



熔敷率高:由于复合耐磨板的气体保护焊是圆周薄钢皮导电燃弧,电阻热贡献大,电流可调范围大,焊接规范及熔敷率比实心钢板要大,因而熔敷率高。熔深大:由于圆周导电燃弧,复合耐磨板比CO2气保护焊焊接穿透力强,用2mm的耐磨板焊接规范为I=300A,U=30V,vc=30m/h焊接时,熔深可达5mm,热影响区宽10mm;用埋弧焊焊接时熔深为4mm,热影响区宽(14mm)。 有资料介绍,用于角焊缝焊接时可增加喉深,强度,焊角尺寸。如角焊缝喉高6mm,就将焊缝金属量45~65%。在对接时可坡口尺寸,一般比焊条电弧焊10左右,在窄间隙焊时可比焊条电弧焊预留间隙55%左右。 与实心钢板相比,还不容易造成焊缝两侧熔合不良。工艺性能好:复合耐磨板比CO2气保护焊焊接电弧,飞溅小,成型好,有薄渣复盖,脱渣性好。但不如埋弧焊,这也是埋弧焊在很多方面难以被取代的原因。力学性能好:由于复合耐磨板比埋弧焊容易做到与母材的匹配,再加上可以大范围热输入,在焊接高强钢时能够高强度和高韧性。 我们都知道什么是双金属耐磨板,那么什么是双金属耐磨板的堆焊。它的堆焊是硬面领域中的一个重要分支,采用硬面堆焊是为了恢复或增加零件的尺寸。双金属耐磨板的堆焊是在钢板的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。



化学成分对镀锌基板的化学成分的请求,列国尺度划定分歧。如就不请求,美国则请求。一般不作制品查验。板形权衡板形黑白有两个目标,即平直度和镰刀弯。双金属耐磨板的平直度和镰刀弯的容许值尺度有必定划定。 熔化极氩弧焊耐磨衬板主要的工艺参数有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝的倾角、焊丝直径、焊接位置、极性等。此外,保护气体的流量大小也会影响熔滴过渡类型、焊缝的几何形状和焊接质量。焊接电流和电弧电压:通常根据耐磨衬板的厚度选择焊丝直径,然后再确定焊接电流和熔滴过渡类型。 焊接电流增加,焊缝熔深和余高增加,而熔宽则几乎保持不变。电弧电压增加,焊缝熔宽增加,而熔深和余高略有减小。焊接速度:单道焊的焊接速度是焊沿接头中心线方向的相对移动速度。其他条件不变时,熔深随焊速增加而增加,并有一个值。 焊速减小时,单位长度上填充金属的熔敷量增加,熔池体积增大。由于这时电弧直接的只是液态熔池金属,固态母材金属的熔化是靠液态金属的导热作用实现的,固熔深减小,熔宽增加。焊接速度过高,单位长度上电弧传给母材的热量显著降低,母材的熔化速度减慢。



从锻造的性能来说,硬质复合耐磨板是较难改锻的板材。烧结成形后的硬质耐磨板坯料,在锻造前需进行球化退火,以残余应力,球状珠光体,便于锻造的进行。应将退过火的锻坯上的尖角和棱角磨成圆角。锤头、锤砧、工具和胎模等使用前需经预热。 锻造加热速度不宜过快,保温时间不宜过长,坯料应在炉中经常,确保加热均匀。硬质复合耐磨板坯料加热后,需经适当冷却,待其温度下降大约50℃后开始锻造。变形量不宜过大,锻造比一般2,注意采用二轻一重的操作要领。 终锻温度控制在900℃为宜。硬质复合耐磨板锻造的初1~3火次,一般是进行镦粗和拔长,拔长宜尽量在V形铁砧或胎模中进行。待锻透后再逐步改变坯料的形状和尺寸。GT3TLMW50、GW50硬质耐磨板该类合金脆性大,在锻造过程中应以多向应力、单向变形的锻造方式较为合适。 锻造中采用二轻一重的原则,锻造比可取2。自由锻时每火径向变形取6%~15%,模锻时每火轴向变形取15%~25%,锻坯越大,相应的变形越小。DT硬质复合耐磨板其显微组织具有硬质颗粒均匀弥散分布,颗粒尺寸细小,而GBTLMW50等硬质复合耐磨板中的硬质颗粒的分布呈明显的聚集状态,均匀度较差。

选购NM360耐磨钢板可切割加工来陕西省西安市找鑫邦源特钢有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:颜经理-15963170288,{QQ:1143544302},地址:[经济开发区钢管城2排5号]。