想要一睹生铁棒、QT500圆棒厂家销售产品的风采吗?我们为您精心打造的产品视频将满足您的期待。请您抽出片刻时间观看,相信您会对产品有更深入的了解和认识。
以下是:生铁棒、QT500圆棒厂家销售的图文介绍
亿锦天泽钢铁有限公司
品质之选优良工艺信誉保证
潍坊耐候钢板厂
潍坊耐候钢板厂的详细介绍
货源充足诚信商家

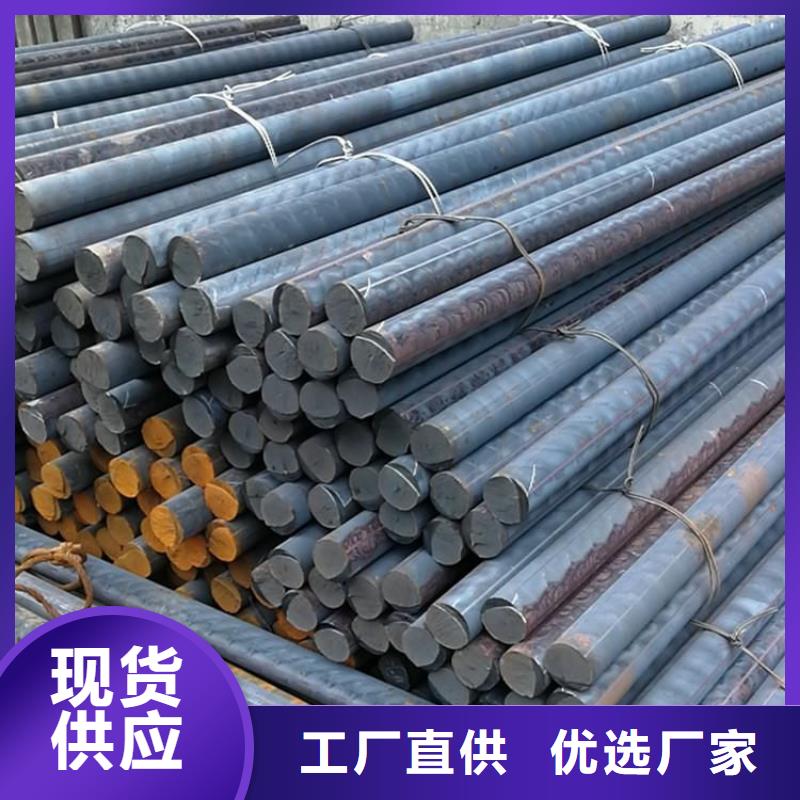
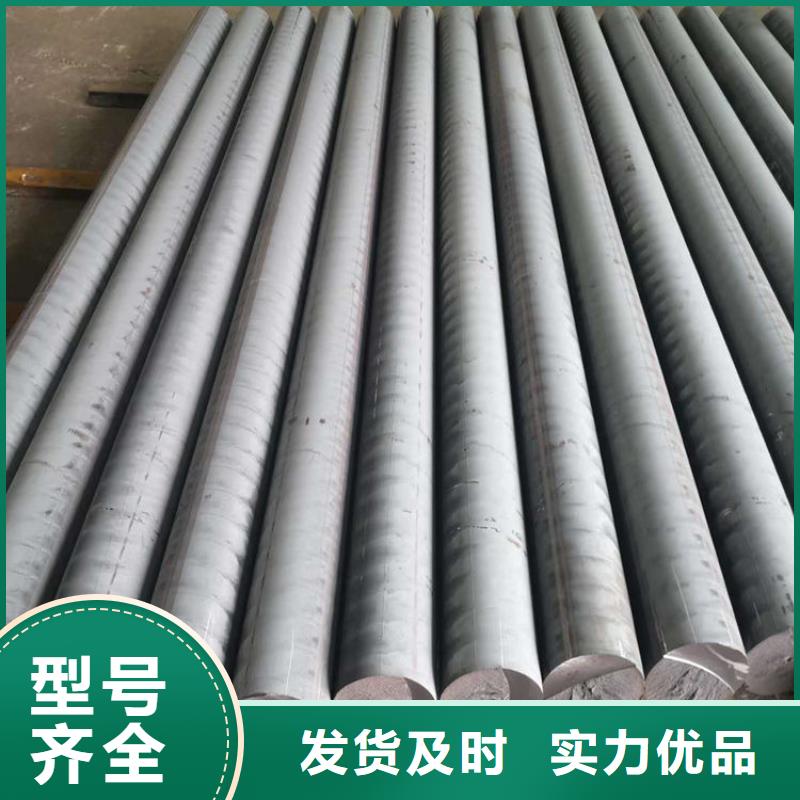
山东潍坊亿锦铸铁型材有限公司专业提供山东潍坊球墨铸铁棒现货,山东潍坊铸铁棒生产厂家的铸铁型材在铸造过程中经常产生气孔、渣孔、夹砂、缩孔、裂缝,浇铸不足等缺陷.而在使用部门,由于超负荷,机械事故以及自然损坏等原因,造成铸铁机件的损坏也很多,对这些有缺陷件及损坏件,应根据铸铁的特点,采取相应的补焊工艺进行修复.在所有的铸铁中,灰铸铁应用广泛(导轨、机床底座、工作台、气缸、阀门、齿轮等).由于补焊的要求及补焊对象不同,灰铸铁有多种补焊方法,但目前我国常用的方法是焊条电弧焊和气焊.由于电弧焊焊条比较昂贵,一般用于补焊厚大的铸件;气焊缝的材质、性能、颜色等和母材相近、设备简单、取材容易,适于补焊中、小型薄壁件.气焊火焰比电弧焊低,加热和冷却速度比较缓慢,加热程度和加热时间可以控制,这些都有利于石墨化.对鼓肚缺陷,在铸铁型材的水平连铸过程中采用反弧度法工艺,即通过新型的石墨套与引锭装置来实现的,通过实施反弧度法工艺,铸铁型材的鼓肚现象得到有效。但由于在率次实验过程中,刚开始生产铸铁型材时的拉拔速度比较慢、拉拔周期较长,使铸铁型材在结晶器的停留时间过长,导致在扁平方向上铸铁型材顶部略微向下凹,当拉拔参数调整合适时,下凹及鼓肚现象基本消失。反弧度法工艺制各的铸铁型材组织更为均匀,力学性能更为优良。并且其抗拉强度指标高于铸铁型材标准(JBT10854-2008水平连续铸造铸铁型材) 性能要求。同时,伸长率指标均超过LZQT500-7规定的指标。与拉伸性能结果类似,反弧度法试样的抗压强度高于未实施反弧度法试样的抗拉强度。拉坯工艺参数为输出的控制模型。仿真实验表明本文建立的拉坯工艺参数GA-BP神经网络控制模型可以用于拉坯工艺参数自适应整定,所获得拉坯工艺参数能够用于实际生产系统,实现高质量、率的铸铁型材水平连铸拉坯生产。,不利于铁液质量的稳定;(2)w(RE)量高,会引起大断面的轧辊内部产生碎块状石墨;(3)根据铸件大小,适当控制球化处理温度和浇注温度,有利于避免产生球化衰退和孕育衰退等现象;(4)采用复合孕育剂、多次孕育和随流孕育等方法强化孕育处理,有利于增加石墨核心,改善球化效果,增加石墨数量。