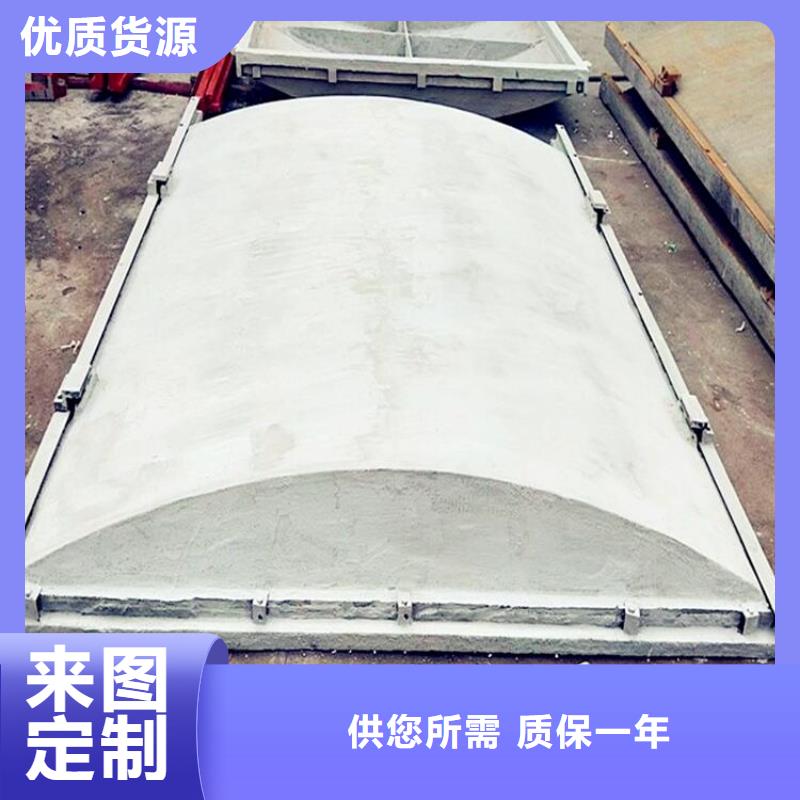
以下是:下开式铸铁闸门供应的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/套 |
|---|
| 发货期限 | 面议 |
|---|
| 供货总量 | 12000 |
|---|
| 运费说明 | 面议 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 厂家 |
|---|
| 产品材质 | 铸铁 |
|---|
| 发货城市 | 衡水 |
|---|
| 加工定制 | 加工定制 |
|---|
| 品牌 | 扬禹 |
|---|
| 主体材质 | 铸铁 |
|---|
| 密封形式 | 硬密封型 |
|---|
| 连接形式 | 手电启闭机 |
|---|
| 用途 | 止水 |
|---|
下开式铸铁闸门供应,扬禹水工机械有限公司为您提供下开式铸铁闸门供应,联系人:高经理,电话:19831855678、19831855678,QQ:282083253,请联系扬禹水工机械有限公司,发货地:衡水冀州区西王开发区发货到甘肃省 庆阳市 西峰区、庆城县、环县、华池县、合水县、正宁县、宁县、镇原县。 甘肃省,庆阳市 庆阳市,甘肃省辖地级市,地处中国西部地区、甘肃省东部,东接陕西省宜君县、黄陵县、富县、甘泉县、志丹县等县;北邻陕西省定边县、吴起县、志丹县及宁夏盐池县;西与宁夏固原市原州区、彭阳县、同心县接壤;南与甘肃省泾川县及陕西省彬州市、长武县、旬邑县相连,总面积27119平方千米。截至2023年6月,庆阳市辖1个区、7个县。截至2022年末,庆阳市常住人口215.84万人。
准备好领略下开式铸铁闸门供应产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:下开式铸铁闸门供应的图文介绍

扬禹水工机械有限公司始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 甘肃庆阳钢制拍门产品的不断改进和更新。 甘肃庆阳钢制拍门产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。




双向止水铸铁闸门产品安装要点
1,铸铁闸门在安装前,首先要检查各联接部位的螺栓是否因运输装卸造成松动,如有松动应加以坚固才能进行安装。
2,检查铸铁闸门的主立框与横框连结上的止水面是否有错位,如有错位则松动连结螺栓将止水面调整在同一平面内才能进行安装。
3,铸铁闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸变形(除特大铸铁闸门外)。
4,铸铁闸门在二期浇注前将闸门整体吊装就位后找好前和后的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过0.3mm处用高速螺栓进行调整,确保各产品止水面的间隙在0.3mm以后,再将铸铁闸门背后水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,之后才进行二期浇注。




平面钢闸门挡水面板形状为平面的一类钢闸门,直升式平面闸门。平面钢闸门的组成和结构布置:平面钢闸门是由活动的门叶结构、埋固构件和启闭机机械三部分组成。门叶结构是用来封闭和开启孔口的活动挡水结构。由门叶承重结构、行走支撑以及止水和吊具等组成。埋固构件包括(1)主滑道的轨道;(2)侧轮和反轮的轨道;(3)门楣,底坎;(4)门槽护角、护面和底滥。支承边梁是为于闸门两边支承在滑块或滚轮等行走支撑上的竖向梁。主要承受由主梁等水平梁传来的水压力产生的弯矩,以及纵向联结系和吊耳传来的门重和启闭力等竖向力产生的拉力或压力。 钢制闸门防腐解决方案一、闸门概况 闸门广泛应用于水库、水渠、水工隧洞、水闸等水工建筑物上,它们调节流量、控制水位、蓄水泄洪,造福人类。钢闸门作为闸门中常见的一种,具有承压力大、重量轻、启闭灵活、寿命长等优点。然而有资料证明:每年钢材表面的腐蚀在大气中为0.10mm,在河水中为0.15mm,在海水中为0.30mm。因此必须重视钢闸门的防腐处理工作,即采取有效防腐措施减缓钢闸门表面腐蚀速度,延长使用寿命,保证工程运行。 二、闸门防腐处理工艺 2.1钢闸门防腐措施 钢闸门防腐措施常见有三种,即涂料防腐、金属防腐和外加电流阴极保护与涂料联合防腐。 涂料防腐是利用涂料涂装在闸门结构表面形成保护层,把钢材与工作介质隔离,从而达到防腐目的。涂料防腐对闸门结构无特殊要求,应用很广泛。 金属防腐一般指喷锌、喷铝,而喷锌常用。喷锌就是通过一套专用设备将锌丝融化喷射到闸门结构表面形成锌镀层,防止钢材腐蚀。由于锌镀层本身有一些细微孔隙,所以常与涂料防腐联合应用。喷锌防腐常用于数量少、面积小、维护条件差、工作环境恶劣、防腐要求较高的重要结构。 外加电流阴极防腐是以闸门结构作为阴极并合理地布置一些辅助阳极,在电解质溶液中,通过牺牲阳极来保护阴极的电化学防腐方法。该方法常与涂料防腐联合使用,用于保护面积较大,结构数量较多而集中,表面形状比较简单而又常浸水中的重要结构。 2.2钢闸门一般防腐处理工艺 无论采用哪种防腐措施,必须首先对钢闸门结构表面进行表面处理,方法有三:人工法、机械法和化学法。目前常用的是干喷砂法(属机械法)。因此一般钢闸门防腐工艺流程为:表面处理(喷砂)—喷镀(喷锌)—涂料涂装。三、钢闸门防腐处理中需要注意的几个问题 由于受施工季节、工期和场地等条件影响,防腐处理过程中常出现一些违规现象,为此有必要从理论上提高认识,做到有据可查、有规可依,从而有效提高防腐质量。下面结合施工经验对一些难以统一标准的问题作简单论述。 3.1气象条件 气象条件主要是作业时的温度、湿度和露点。对喷砂和喷漆作业,要求:钢板表面温度高于露点3℃以上;相对湿度不大于85%;环境湿度喷砂为0℃以上,喷漆为10℃以上。露点是指潮气将凝结成液体的温度。 3.2环境条件 喷砂场地严禁闲人进入,保护磨料干净、清洁;喷砂作业与喷锌、喷漆作业要进行有效隔离,防止相互影响。 3.3各工序间的时间间隔 喷砂除锈后,钢材表面应尽快喷锌,一般控制在2h内,气象条件好时,也不宜超过8h。喷锌检查合格后,应立即进行涂漆封闭, 在锌层尚有余温时即涂装 遍防锈漆,以后各遍涂层必须在前一层全干透后方可进行,以免产生皱皮现象,通常干燥时间为6h,应按涂料说明书进行。 3.4喷涂距离与角度 喷砂喷射距离宜为150-300mm,喷射角度以45-80度为宜,这样可以边打边吹,避免直射时因砂粒反射引起相互撞击。喷锌喷镀距离为150-200mm,喷距过小,镀层温度增高,冷却收缩易引起翘皮和脱落;喷距过大,影响锌粒喷射动能,引起镀层结构疏松,孔隙增加,降低附着力。喷射角度(喷束中心线与工作面垂线夹角)控制在25度左右,这样既可减少锌粒互相碰撞,又可防止其滑冲与飞散,从而得到紧密、牢固的镀层。涂漆喷射角度应垂直,距离以150-250mm为宜,距离增大,漆雾喷射力量减少,易飞散,影响漆膜附着力;距离减小,易使漆液集中,形成桔皮流挂。 3.5涂层遍数与厚度 一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。 3.6边角位置及拼接焊缝处的喷涂 为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。 闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。 四、防腐处理质量检查 钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。 4.1表面处理(喷砂) 一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。 4.2喷锌 外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。 镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。

下开式铸铁闸门供应_扬禹水工机械有限公司,固定电话:19831855678,移动电话:19831855678,联系人:高经理,QQ:282083253,冀州区西王开发区 发货到 甘肃省庆阳市。