以下是:27SiMn冷拔油缸专用管品质保证的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 协商 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 3天 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 精拉 |
|---|
| 可定制 | 是 |
|---|
27SiMn冷拔油缸专用管品质保证,精拉管业有限公司为您提供27SiMn冷拔油缸专用管品质保证的资讯,联系人:李涛,电话:0635-7070165、15653128796,QQ:279437696,发货地:聊城汇通国际金属物流园A121发货到甘肃省 平凉市 崆峒区、泾川县、灵台县、崇信县、华亭市、庄浪县、静宁县。 甘肃省,平凉市 平凉是中华民族和华夏文明的重要发祥地之一,早在8000多年前,中华人文始祖伏羲诞生在静宁古成纪,4700多年前,轩辕黄帝三次问道于崆峒山,3000多年前,周朝先祖就在泾河流域创造了比较先进的农耕文化。建元十二年(376年),前秦大将军苻坚进攻前凉,置平凉郡,取“平定凉国”之意,平凉由此得名。历史上曾经演绎了黄帝问道、文王伐密、秦皇祭天、汉武西巡等流传千古的动人故事,孕育出了世界针灸医学鼻祖皇甫谧,南宋抗金名将吴玠、吴璘,明代“嘉靖八才子”之一赵时春等人物。
对于27SiMn冷拔油缸专用管品质保证产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:27SiMn冷拔油缸专用管品质保证的图文介绍
冷拔管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,冷拔管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去冷拔管的使用的特点的。冷拔管在进行操作的时候要用到打孔的,打孔的话就是在冷拔管的表面进行穿透,打一个个的小孔,这样的话对于冷拔管来说就可以使用它在管道和工程领域就能够派上用场了。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。



冷拔钢管是钢管的一种,即其按生产工艺的不同分类的一种,区别于热轧(扩)管。在毛管坯或原料管扩径的过程中通过多道次的冷拔加工而成,通常在0.5~100T的单链式或双链式冷拔机上进行。冷轧(拨)钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、机械加工管、厚壁管、小口径加内模冷拔管其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。冷拔钢管其外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm尺寸,精度以及表面质量均明显优于热轧(扩)管,但受工艺制约,其口径以及长度均受到一定限制。
冷拔加工钢管正是发生了加工硬化。冷拔时金属发生塑性变形,晶体内部有多个滑移系启动,位错运动彼此拦截,许多位错被钉扎住,造成位错塞积,同时位错源停止动作。上述一系列过程导致了位错的可动性降低,晶体中的位错密度显著增加。当塑性变形进一步发生,应力增加并足以使钉扎的位错开始运动,螺位错交滑移,刃位错不能交滑移,这样发生位错交截,使不动阶数增加。
所以,通过冷拔加工金属内部位错密度增加,位错可动性降低,既难于产生位错又难于移动位错,因而金属材料硬度、强度提高。这就是冷拔加工的金属学原理。
力学原理
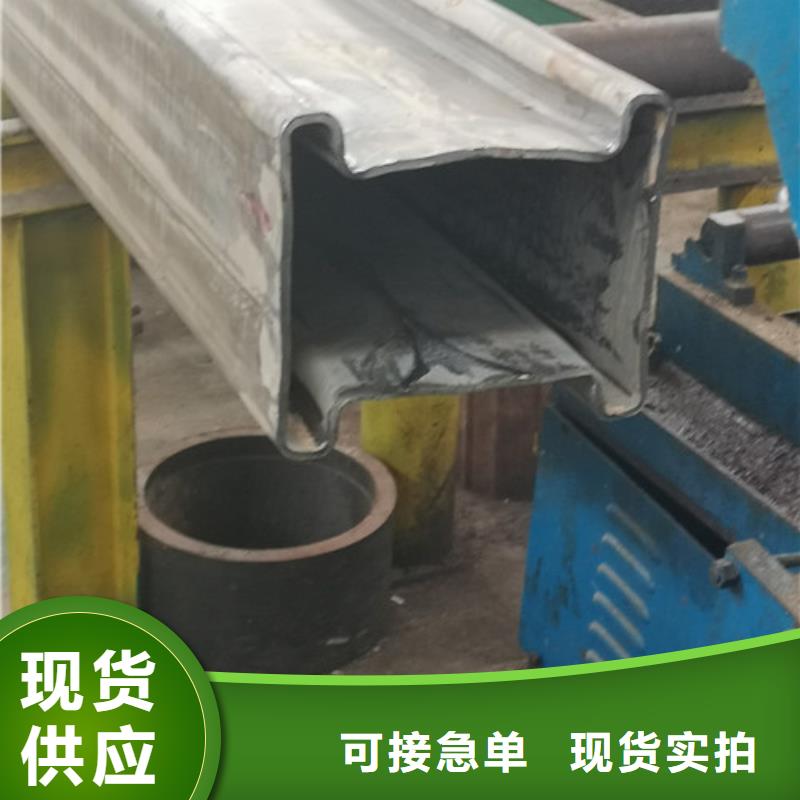
冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。目前,在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管,冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段,而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力,拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征。



精拉管业有限公司注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 甘肃平凉精拉钢管产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段先进,可根据客户需求定制各种 甘肃平凉精拉钢管。



冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。



选购27SiMn冷拔油缸专用管品质保证来甘肃省平凉市找精拉管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李涛-15653128796,{QQ:279437696},地址:[汇通国际金属物流园A121]。