| 产品参数 | |
|---|---|
| 产品价格 | 230/个 |
| 发货期限 | 3 |
| 供货总量 | 3333 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 凌洲 |
| 产品规格 | 700 |
| 产品产地 | 山东 |
| 加工定制 | 定制 |
| 产品型号 | 800 |
| 产品重量 | 20 |
| 产品颜色 | 黑色 |
| 质保时间 | 1 |
| 适用领域 | 车库绿化 |
| 是否进口 | 否 |
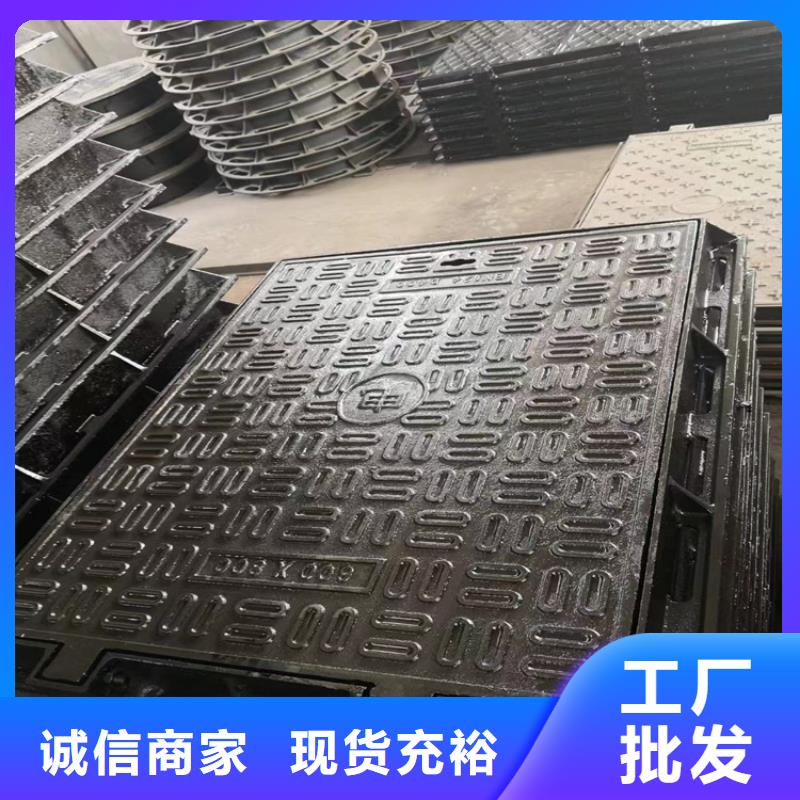
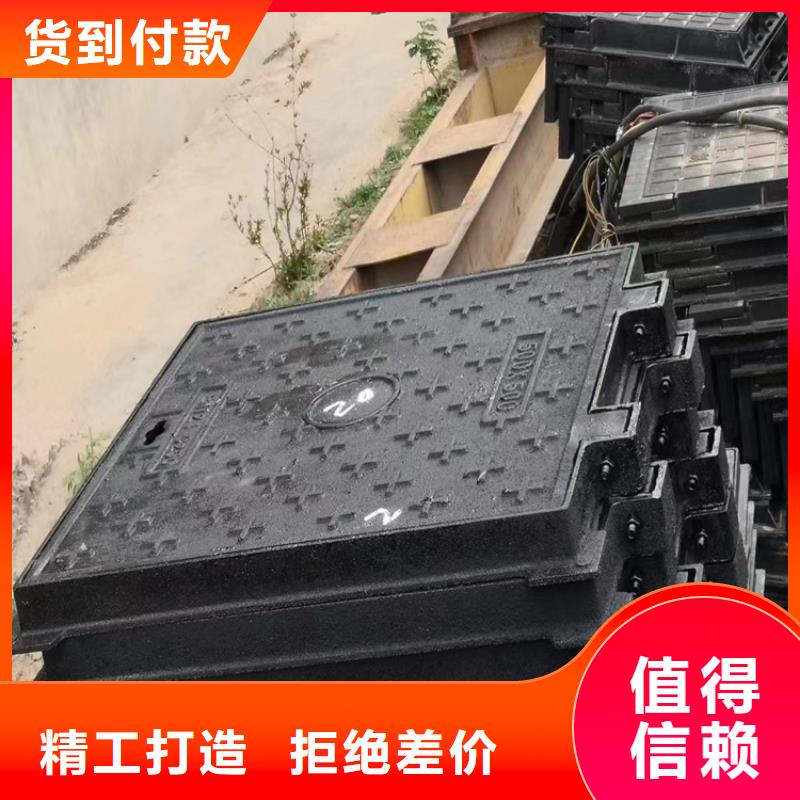
南平球墨铸铁井盖、井圈) a. 1.5吨双频电炉熔炼:出炉温度在1400--1500℃ b. 每包铁水重量:1500kg/包 c.稀土镁合金加入量1.4%-1.6%B.控制方式a.每包铁水球化之前检测一次出炉温度,控制范围1400-1500℃。 b.每包铁水球化完毕后,检测一次铁水温度,控制范围在1360℃以上。 c.每日进行原铁水1—2个样品的五元素检测,用以控制铸件材质及炉料回收使用的稳定性。 d.每包铁水浇注控制时间长为10分钟(球化反应后)超过此时间作为报废处理。 e.每包铁水浇注完毕后,将事先预制标牌(上面刻有该包次的序号)插入该包浇注的铸件的浇口杯中,用以防止不同包次混淆。 f.每包铁水浇注后期制作抗拉试棒毛坯,作为一个检验批次,做机械性能、金相组织及硬度的检测。 g.落沙时,根据号牌分别堆放,不同包次不能混淆,等待试棒及金相的检测结果。 h.试棒机械性能结果合格后,通知车间清理。南平山东凌洲管业有限公司发现不合格包次,依照标志牌号码逐个报废。 4)???? 检验标准 A.???? 井盖的检验:严格按照检验标准执行。a.外观:无明显铸造缺陷,图案清楚,字迹清晰。 b.平度检验:用专用胎具检验井盖的平度。 制作一个直径为产品尺寸,深度37mm的胎具,上述尺寸通过机加工而成,井盖放在胎具中,不能有晃动及响声,井盖不得高于胎具,深度(37mm)配合间隙在3mm。 c.承重载荷采用抽检方式 在压力机做试压试验,井盖承压360KN或210KN确认合格批次。 B.井圈检验 a.外观:无明显的铸造缺陷。 b.用专用工具检测井圈直径,控制范围直径在井盖尺寸,深度40mm,螺栓孔要用专用检具逐检。 C.配合及喷漆检测 a.T型胶圈与井圈配合,胶圈放在T型槽要平,不超长或超短,粘接牢固,配合间隙不大于1mm。 b.井盖与井框配合组装要平,不晃动、无声响,盖与框高低配合不超过1mm。 c.T型胶圈先粘牢固,再喷漆,井盖(圈)喷漆均匀,无锈斑。
 <南平>凌洲管业有限公司
<南平>凌洲管业有限公司

南平球墨铸铁井盖厂家告诉我们球墨铸铁篦子的热处理是指按某一热处理标准,操控加热温度、保温时间和冷却速 度,改变合金的组织,其主要目的是:进步力学功能,增强耐腐蚀功能,改进加工功能,取得尺寸的安稳性。为了进步去应力退火的实际效果,加热温度能到达球墨铸铁篦子终一次彻底卸载温度。在低于终一次彻底卸载温度时,加热温度越高,应力越充沛。但是,加热温度过高,会引起球墨铸铁篦子组织发生变化,从而影响球墨铸铁篦子的功能。关于灰铸铁件,加热温度过高,会使共析渗碳体石墨化,使球墨铸铁篦子强度和硬度下降。关于白口铸铁件,加热温度过高,也会使共析渗碳体分解,使球墨铸铁篦子的硬度和耐磨性大幅度下降。铸铁井盖厂家告诉我们球墨铸铁篦子去应力退火的加热温度为550℃。当铸铁中含有安稳基体组织的合金元素时,可适当进步去应力退火温度。低合金灰口铸铁为600℃,高合金灰口铸铁可进步到650℃。加热速度一般为60~100℃。保温时间可按以下经验公式计算:H"2~8规模里挑选,式中球墨铸铁篦子厚度的单位是毫米,保温时间的单位是小时,H"在2~8规模里挑选。形状复杂和要求充沛应力的球墨铸铁篦子应取较大的H"值。随炉冷却速度应操控在30℃/h以下,一般球墨铸铁篦子冷至150~200℃出炉,形状复杂的球墨铸铁篦子冷至100℃出炉。
<南平>凌洲管业有限公司