| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3 |
| 产地 | 山东 |
| 品牌 | 正强 |
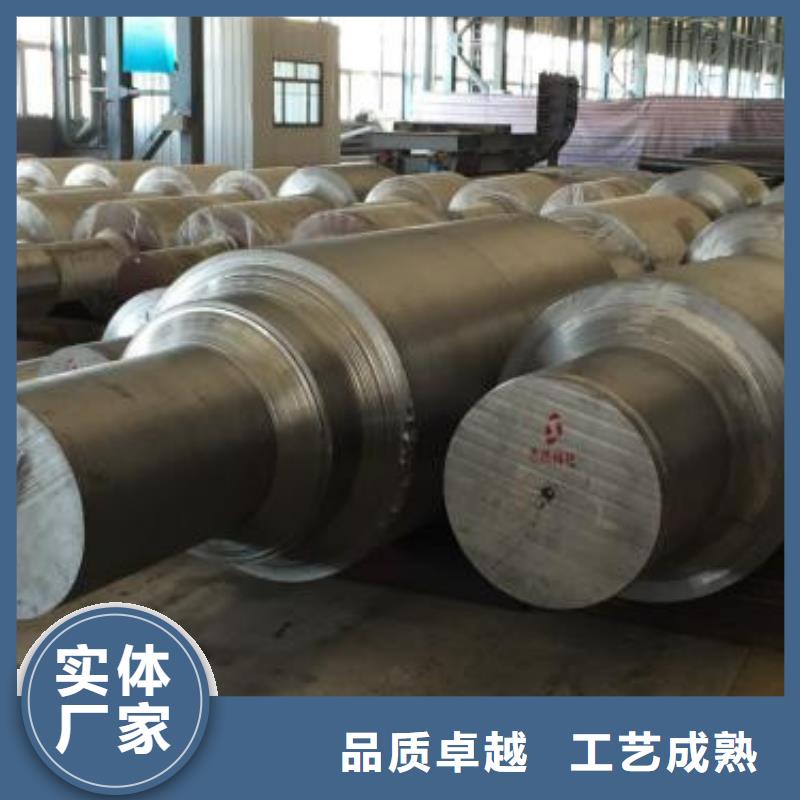
| 材料 | 圆钢 |

在轧制中,轧件与轧辊相互作用,轧件在轧辊作用下产生塑性变形,轧机、轧辊等受轧件的反力产生弹性变形。当然,轧件也伴有小的弹性变形,通过轧辊后有极小的弹性变形量恢复,增加了轧件厚度。如图所示,厚度为H的轧件经过轧辊压下Δh总,但由于轧辊弹性变形,轧件减少压下Δh1;同时轧件出轧辊后,由于弹性变形恢复,轧件压下减少Δh2。结果,轧件实际压下量Δh=Δh总-Δh1-Δh2当Δh总=Δh1+Δh2当时,轧件通过轧辊将不产生压下,这时的轧件厚度即是小可轧厚度。斯通(M.D.Stone)、罗伯茨(W.L.Roberts)、福特-亚历山大(H.Ford)-(J.M.Al-exander)等人都对小可轧厚度公式做过理论推导。
按斯通推导的计算公式,小可轧厚度 hmin=3.58DμK / D





轧辊断裂原因
一、脆性断裂,此类轧辊断口形状较为平整,断口周围辊身表面较为齐整;
二、韧性断裂,此类轧辊断口形状多呈"蘑菇头"状,断口附近的辊身均成粉碎状破碎。
将二者比对发现,此次断辊事故的断辊形式为韧性断裂。脆性断裂和韧性断裂都是因为轧辊应力超过芯部强度造成的。
其产生原因与轧辊本身残余应力,轧制时机械应力以及轧辊热应力有关,特别是当辊身的表面和芯部的温差大时更容易产生。这种温差可能由不良的辊冷却,冷却中断或在新的轧制周期开始时轧辊表面过热引起。轧辊的这种表面和芯部间的巨大温差引起较大的热应力,当较大的热应力,机械应力以及轧辊的残余应力超过轧辊的芯部强度时引起断辊。



新物通物资有限公司优势:
1、专业于 江苏连云港齿轮钢厂家、316Ti不锈钢管、不锈钢管生产厂家、304不锈钢管供应 公司专业经营 江苏连云港齿轮钢厂家、316Ti不锈钢管、不锈钢管生产厂家、304不锈钢管种类齐全,已经系列化。
2、高素质的销售员工 公司销售员工具有良好的销售经验,并经过专业的 江苏连云港齿轮钢厂家、316Ti不锈钢管、不锈钢管生产厂家、304不锈钢管产品学习与先进服务理念培训,具有较强的沟通能力,办事效率高,服务态度好,处处为客户着想的服务理念。
3、可靠的国际性进口网络 公司贸易渠道广,国内外有专门对接的供货商。
4、产品品质保障和快捷的交货期 公司经营的 江苏连云港齿轮钢厂家、316Ti不锈钢管、不锈钢管生产厂家、304不锈钢管产品,确保品牌和品质。货期短,交货快。



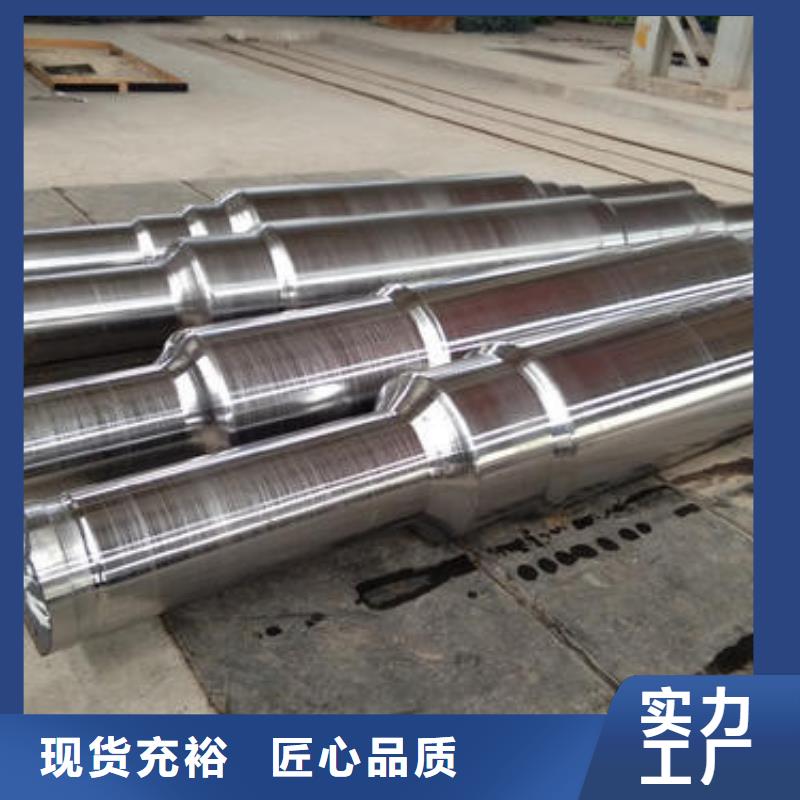
二是高速钢轧辊在使用过程中辊身表面能够形成附着力强、均匀而致密的氧化膜,这种氧化膜长时间存在而不脱落,使得高速钢轧辊耐磨性得到显著提高。
三是高速钢的线膨胀系数大,所以在轧制过程中,由于整个辊面的温差,辊身中部的膨胀量比辊身两端的膨胀量要大一些,随着轧制周期延长,这种辊径差越来越大。
因此,利用高速钢轧辊材料这一特性,在轧辊上机使用前,人为地将辊面修磨成合理的负凸度,通过控制轧辊辊身冷却水量的梯度分布来控制辊型的变化量,以延长轧制周期,从而提高轧制量。
离心铸造高速钢轧辊工艺是指利用离心机浇注法铸造成型高速钢轧辊,有立式离心机浇铸法、卧式离心机浇铸法和倾斜式离心机浇铸法3种。高速钢复合轧辊是指轧辊采用三层结构,即外层高速钢、过度层石墨钢、芯部球墨铸铁。