以下是:42CRMO钢板带图加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/吨 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 鑫邦源 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材质 | NM400 NM450 NM500 NM360 MN13 |
|---|
42CRMO钢板带图加工_鑫邦源特钢有限公司,固定电话:15963170288,移动电话:15275839870,联系人:颜经理,QQ:1143544302,聊城经济开发区钢管城2排5号发货到甘肃省 酒泉市 肃州区、金塔县、瓜州县、玉门市、敦煌市 发货到 甘肃省酒泉市。 甘肃省,酒泉市 酒泉市是敦煌艺术的故乡、现代航天的摇篮、新中国石油和核工业的发祥地、“铁人”王进喜的故乡和“铁人精神”的诞生地。2022年,酒泉市地区生产总值840.9亿元,比上年增长6.1%。
以下的42CRMO钢板带图加工视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:42CRMO钢板带图加工的图文介绍
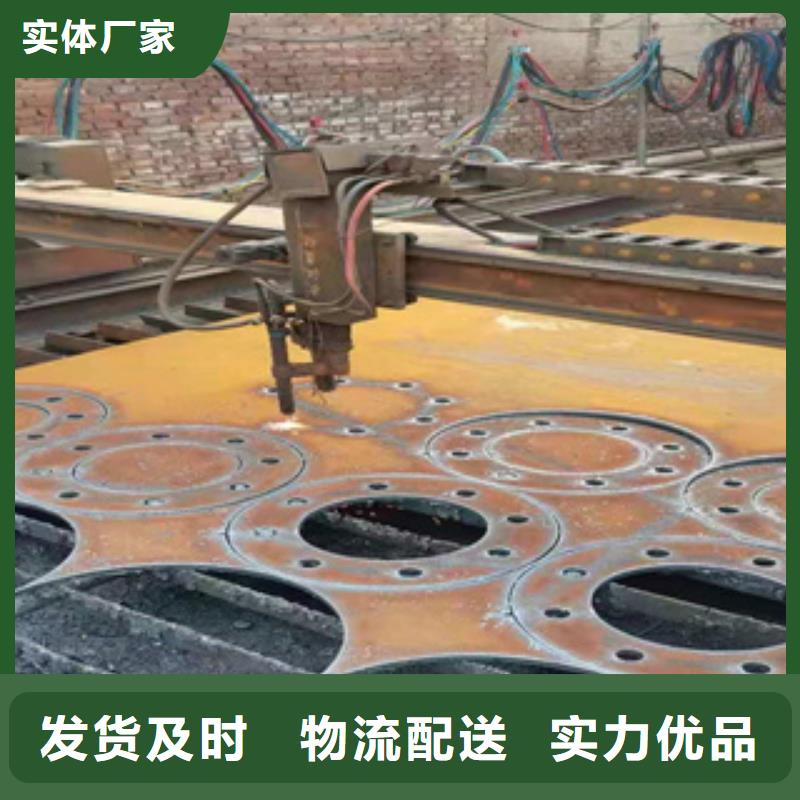
产品特点图

双金属耐磨板的预热温度750℃焊接电源采用直流正板性,以工件的温度。焊接电流250A,焊钳采用自制的水冷式焊钳。手工电弧焊缘。焊件厚度大于5毫米时,焊前必须预热,预热温度一般在600-740℃左右。用107#双金属耐磨板焊接,电源应采用直流反接。 焊接时应当用短弧,钢板不宜作横向摆动。钢板作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。在焊接时,必须层间的熔渣,且焊接应在通风良好的场所进行。耐磨板焊好后应用平头锤敲击焊缝,应力和改善焊缝质量。 手工氩弧焊:在双金属耐磨板手工氩弧焊时,采用的钢板有双金属耐磨板201(钢板)和双金属耐磨板202。焊前应对工件焊接边缘和钢板表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。 复合耐磨板主要有以下八大性能,下面鑫州具体为大家介绍一下各大性能的特点:适应性好:用软管半自动或自动全位置焊比较方便,因此利于全位置焊。易掺合金:复合耐磨板可以用钢带卷入药粉掺合金来作成各种不同耐磨钢板,可更大范围地代替手工焊和实心钢板气保护焊及埋弧焊。

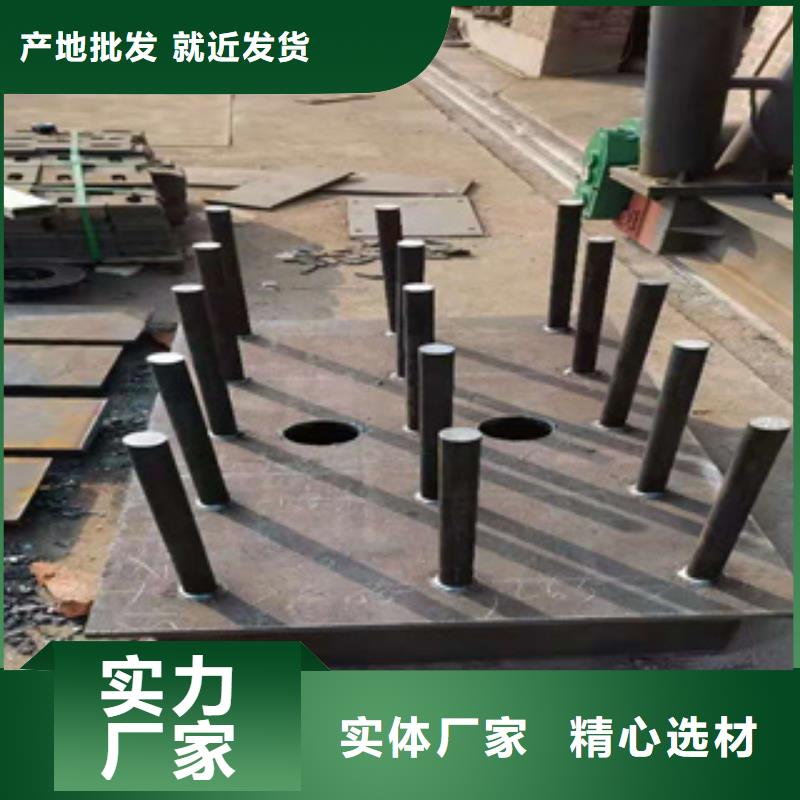
适用范围


不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
鑫邦源特钢有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,鑫邦源特钢有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【甘肃酒泉精轧钢管】产品、良好服务回馈社会!




为什么选择我们

水泥行业水泥厂立磨工作时,物料经过入料溜槽进入磨机内,借助磨辊和磨盘的辊压和碾磨被粉碎;粉碎后的细粉溢出磨盘,被从磨机底部通过导风环吹入的60~70m/s以上的上升热气流烘干,并带入选粉机进行粒度筛选;合格的细粉排出磨外,不合格的粉末仍回到磨盘上进行再粉磨直至粉磨合格。 耐磨衬板在大面积严重磨损的工况下,使用效果是其他抗磨材料难以相比的,是的耐磨材料,值得推广。由此可知,立磨零部件受到块状的磨粒磨损和高速气流携带的粉末颗粒的冲刷磨损,工况条件极其恶劣,若不采用耐磨材料,多数零部件的使用寿命仅仅几个月,甚至更短。 典型的易损零部件有入料溜槽衬板、磨壳衬板、磨体护板、导风锥衬板、磨辊护套、选粉机导向叶片、回料锥形斗、拉杆护罩、刮料板及抗扭装置保护板、出口风管等。采用碳化铬堆焊复合钢板制作上述易损零部件,其使用寿命,了显著的和经济效果,使用寿命普遍3~8倍。 如选粉机导向叶片可使用2~3年,导风锥衬板和磨体护板可使用2~3年,磨辊护套可使用5~3年,回料锥形斗可使用3年以上。可为国内水泥企业节约大量生产成本,取得更大的经济效益。另外水泥行业的风机叶片、管道、输料槽内衬、挡料圈以及破碎机零件、辊压机侧挡板等都是高磨损部件,采用耐磨衬板作为它的耐磨层,可显著有效的延长设备的使用寿命,增加企业的经济效益。

在甘肃省酒泉市采买42CRMO钢板带图加工到鑫邦源特钢有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:颜经理-15963170288,QQ:1143544302,地址:《经济开发区钢管城2排5号》。