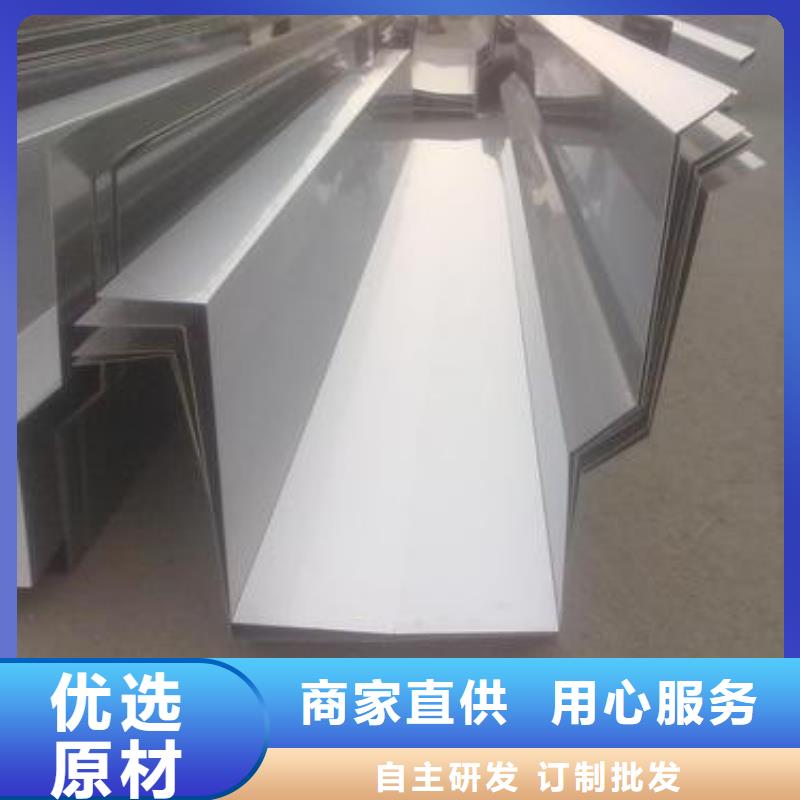
以下是:批量钣金件加工激光切割来图加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 10 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 按距离 |
|---|
| 最小起订 | 1000克 |
|---|
| 是否厂家 | 是 |
|---|
| 厚度 | 1.8毫米 |
|---|
| 发货方式 | 物流运输 |
|---|
| 长度 | 4米 |
|---|
| 质量等级 | 非标 |
|---|
| 产品种类 | 316不锈钢板 |
|---|
| 颜色 | 黄色 |
|---|
在江苏省采买批量钣金件加工激光切割来图加工到中工金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王吉云-13812067112,QQ:2727374050,地址:《锡山区汇坚仓储发货到江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市》。 江苏省 江苏省,简称“苏”,是中华人民共和国省级行政区,省会南京,位于长江三角洲地区,中国大陆东部沿海,地跨北纬30°45'~35°08',东经116°21'~121°56',与上海市、浙江省、安徽省、山东省接壤。总面积10.72万平方千米。截至2021年末,江苏省共有13个设区市,95个县(市、区)。2022年末全省常住人口8515万人,城镇化率达74.4%。
简约而不简单,我们的批量钣金件加工激光切割来图加工产品视频将用直观的方式展示产品的核心价值。
以下是:批量钣金件加工激光切割来图加工的图文介绍

中工金属材料有限公司是一家致力于 江苏碳钢板焊接喷塑的研发、生产、销售于一体的综合性多元化公司。在生产和销售中以质量保证为前提,以客户满意为基础。赢得了广大客户的一致好评与认可。



中间时效法(简称T处理法)固溶处理后再加热至(76015)℃,保温90min,因有Cr23C6碳化物从奥氏体中析出,降低了奥氏体不锈钢焊管中的碳及合金元素含量,使Ms点升高到70℃,随后冷却到室温便得到马氏体+铁素体+残余奥氏体组织,残余奥氏体在随后510℃时效才分解完。 304不锈钢板固溶处理可以帮助不锈钢合金中各种相充分溶解,强化固溶体,并韧性及抗蚀性能,应力与软化,以便继续加工或成型,对此具体的操作措施是什么呢接下来我就来为大家简单的介绍一下这方面的知识吧。冷变形法(C处理法)固溶处理后,在室温下冷变形,冷变形时904L无缝管形成马氏体的数量与变形量及不锈钢焊管的成分有关。 一般变形量在15%~20%就能必要数量的马氏体,过大的变形量会使马氏体发生加工硬化,使塑性显著下降。高温及深冷处理法(R处理法)固溶后,行先加热到950℃保温90min。由于升高了Ms点,冷却到室温,可得到少量马氏体;之后再经-70℃冷处理,保温8h,就可一定数量的马氏体。 不锈钢板表面光洁,有较高的可塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。它是一种不容易生锈的合金钢,但不是不生锈。那么在购买不锈钢板时如何选择呢。下面就带大家一起来看看吧。在挑选不锈钢板之前需考虑到不锈钢板的用途以及使用环境。



下面就带大家一起来了解一下不锈钢板板的储存和保养。不锈钢板是现代生活中不可或缺的基础建材,不锈钢板材料是一种高强度以及高抗腐蚀性的建筑材料,使用寿命长。不过这也不意味着对于不锈钢板的保存可以被忽视。 不锈钢板材料作为日常原材料,不仅仅要在产品生产时注意好,在产品完成后,对运输和储存也要给予相当的重视。不锈钢板产品拥有很好的抗氧化性以及硬度,是现在为普遍的原材料,由于不锈钢板产品的使用寿命长,所以不锈钢板材料受到广大消费者的认可。 但是在不锈钢板的储存,运输,焊接及加工的过程中也有需要注意的地方,不然不锈钢板产品很容易会遭到锈蚀,影响消费者的使用。不锈钢板件的储存:不锈钢板材料应存放于木质或者喷漆的钢制架子或者橡胶垫之上,应当注意与其他钢材分理放置,以避免灰尘,油污,铁锈对不锈钢板表面进行腐蚀。 不锈钢板运输:运输时使用交通工具,并辅以隔离设施,空气及灰尘对不锈钢板制品的锈蚀。不锈钢板件加工:对于不锈钢板制作的原产品,很大程度上需要对其进行二次再加工。在加工时要注意对不锈钢板加工区域相对固定,对不锈钢板操作平台要相对隔离。


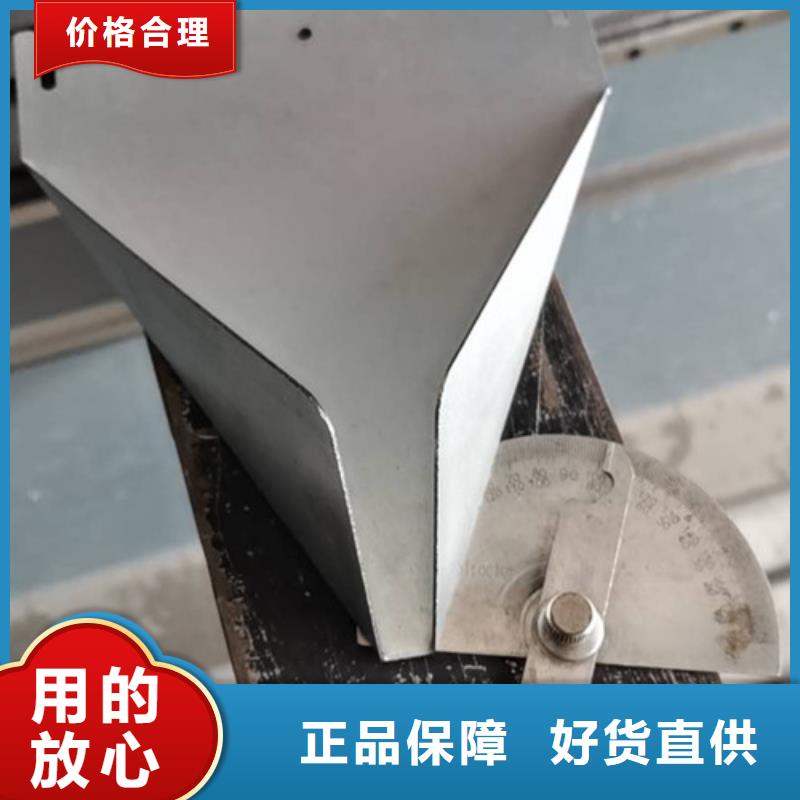
3避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:(1)积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。 通常情况下,激光焊接主要分为热导焊与深熔焊两类。2焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光等作为重点考察对象,将焊接变形视为指标,将其控制在值,并坚持合理原则,将因素水平控制在适当范围内。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。(2)正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。

中工金属材料有限公司【13812067112】在江苏省本地专业从事批量钣金件加工激光切割来图加工,价格低,发货快,效果好 ([城市群])可送货上门。