| 产品参数 | |
|---|---|
| 产品价格 | 3/本 |
| 发货期限 | 9 |
| 供货总量 | 记重 |
| 运费说明 | 包邮 |
| 最小起订 | 100 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 按需定做 |
| 产品品牌 | 鑫瑞格 |
| 产品规格 | 可定做 |
| 发货城市 | 河北 |
| 产品产地 | 河北 |
| 加工定制 | 是 |
| 产品型号 | 55-757 |
| 可售卖地 | 不限 |
| 产品重量 | 计重 |
| 产品颜色 | 按需定做 |
| 质保时间 | 8年 |
| 外形尺寸 | 可定做 |
| 适用领域 | 不限 |
| 尺寸 | 按需定制 |
| 数量 | 按需定制 |
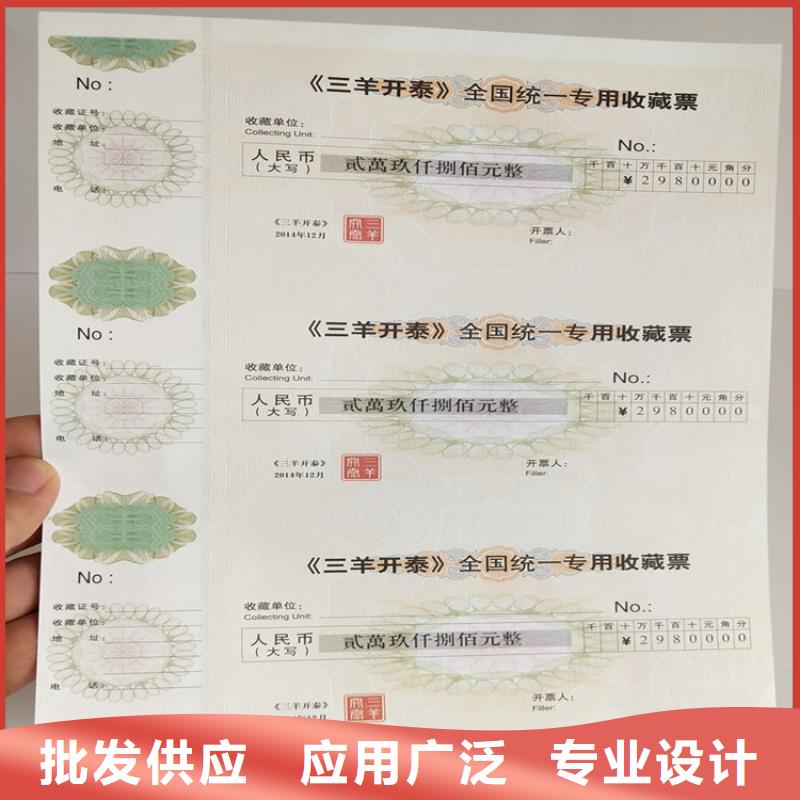
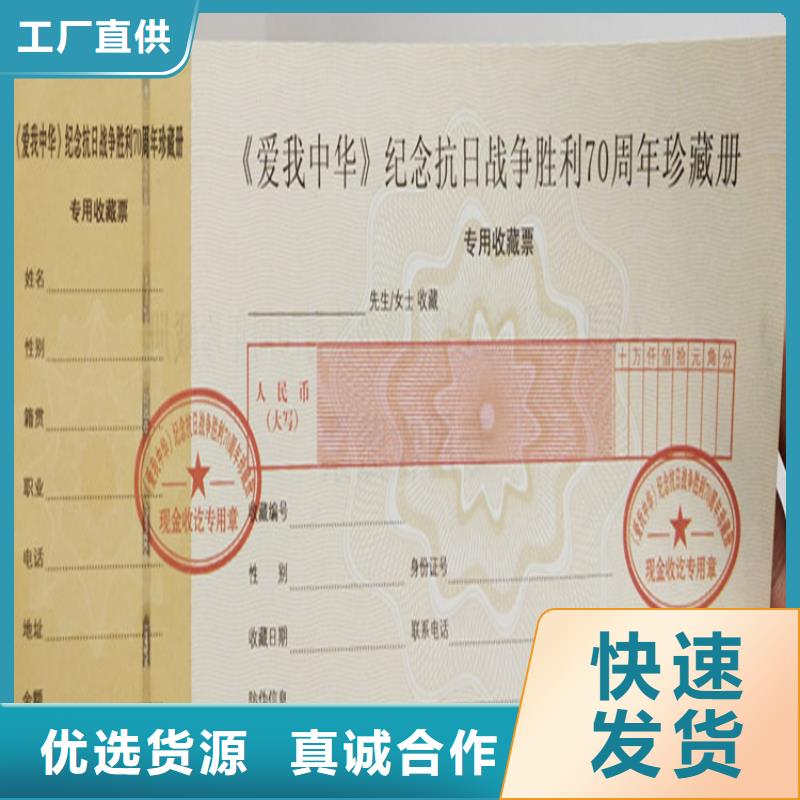
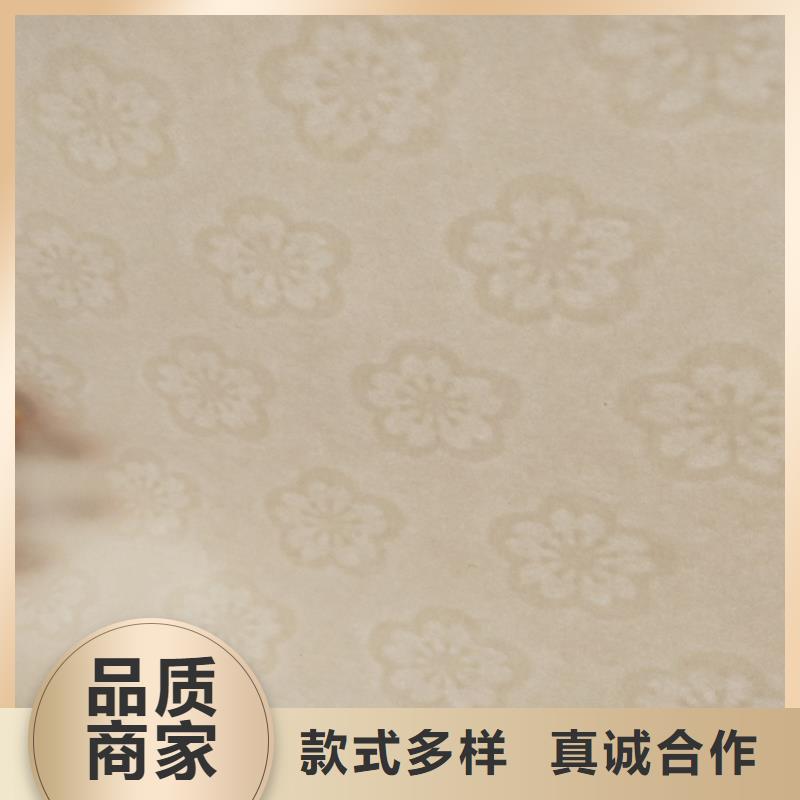
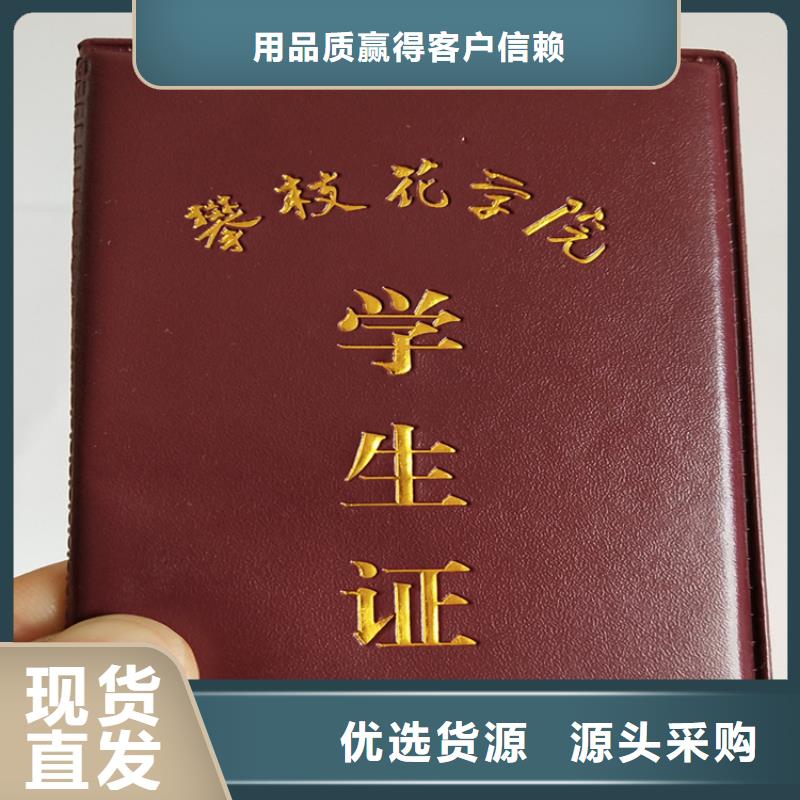
| 防伪方式 | 纸张防伪,设计防伪,油墨防伪 |
| 工期 | 8天 |

的可能。主要看采用专色印刷工艺能不能节省套印次数。因为减少套印次数既能节省印刷成本,又如果某个产品的画面中既有彩色层次画面,又有大面积底色,则彩色层次画面部分就可以采用四色印刷,而大面积底色可采用专色印刷。这样做的好处是:四色印刷部分通过控制实地密度可使画面得到正确还原,底色部分通过适当加大墨量可以获得墨色均匀厚实的视觉效果。这种方法在包装产品和邮票的印刷生产中经常采用,但是由于色数增加,也使得印刷制版的成本增加。
为了保证印刷与印后加工的和谐一致,一开始就要对印活做精心的设计与安排。在生产中,有几点需要引起重视。这里简要谈谈,仅供参考。由于数码印刷品上的油墨色料只附着在纸张表面,所以折页


药膜会完全分解,而胶片上有影像或文字的地方由于不透明或不完全透明,色版上的药膜也不会分解或不会完全分解,分解的药膜会被清洗掉,这样胶片上的影像就完全转移到了色版上。在印刷时,色版上有药膜的地方会吸附油墨,随药膜密度的不同,吸附油墨量的多少也不一样,这样就有了颜色深浅之分。纸张在印刷机里经过C、M、Y、K四块色版的着色,各种各样的颜色就出来了印刷后期的工作,一般指印刷品的后加工包括裁切、覆膜、模切、装订、装裱等,多用于宣传类和包装类印刷品。运行在彩色桌面系统中的色彩管理系统,需要输出、晒版、打样和印刷质量的稳定,从而保证输出色彩的准确性。色彩管理一方面是将输出设备加以控制及标准化,建立特性文件,即目标特性文件,使之融入色彩管理系统中运彩色样张,无论是模拟或数字,还是印前样



经计算得到能配制接近目标色色相的专色油墨配方。当复制色和目标色之间因原料性质和工艺参数等因素的影响而产生较大色差是,计算机配色系统会自动修正所用配方,将色差控制在允许范围内基色采样必须准确,否则将直接影响配色效果。因此,在建立基色标准时必须严格、细致,尽量排除一切外界因素的干扰确保油墨稳定转移。多次实验发现,若直接采用打墨机打出油墨印刷色样,色样上的油墨厚度和均匀性并不能满足大型包装印刷企业较高的色彩要求,这主要是因为油墨过稠、流动性差,造成油墨转移性降低,色差较大,进而影响基色采样的准确性。在式样制作前需将油墨置于月℃的烘箱内,冷却半小时后使用,这样大大增加油墨的流动性,使油墨更好的转移。另外,取墨称量时必须准确干净,避免墨条浮色、发花等现象对油墨转移造成的影响底


二是规范相对反差值(K值),这是衡量打样(印刷)实地密度是否足,网点增大是否符合标准范围的一项重要指标,一般的打样适性,K值在。以上为优目前一些打样公司普遍存在两个问题,一是片面追求网点增大越小越好的做法,并造成网点中心有小白孔、致使印刷无法追上,这是一个误区。打样网点增大应有一个标准范围,不能不顾及印刷而片面追求网点增大更小。实践证明,%处的网点增大C、M墨为%-%,Y、K为%-%是合适的。二是打样采用DIC日本软性专用油墨,与印刷所用油墨差距较大,经常造成印刷品与样张的颜色差距很大,致使客户对印品不满意。因此,规范打样与印刷使用同一品牌的油墨,建立这种油墨的Profile文件是重要的,印前作业一定要为zui终印出好产品而创造条件就数字打样而言,首先要做到打印机模拟传统打样机样张(印


我们坚持以优质产品为理念,坚持以产品品质为先,致力为市场和客户提供优质 湖南衡阳食品经营许可证印刷厂产品。客户满意是我们的追求,实体厂家,现货供应,加工定制。层层规格,库存充足,,售后无忧,24小时专注售后服务,为您解答疑惑,品质可靠现货当天发货。



科技有限公司名片")