| 产品参数 | |
|---|---|
| 产品价格 | 面议/套 |
| 发货期限 | 面议 |
| 供货总量 | 12000 |
| 运费说明 | 面议 |
| 最小起订 | 1 |
| 是否厂家 | 厂家 |
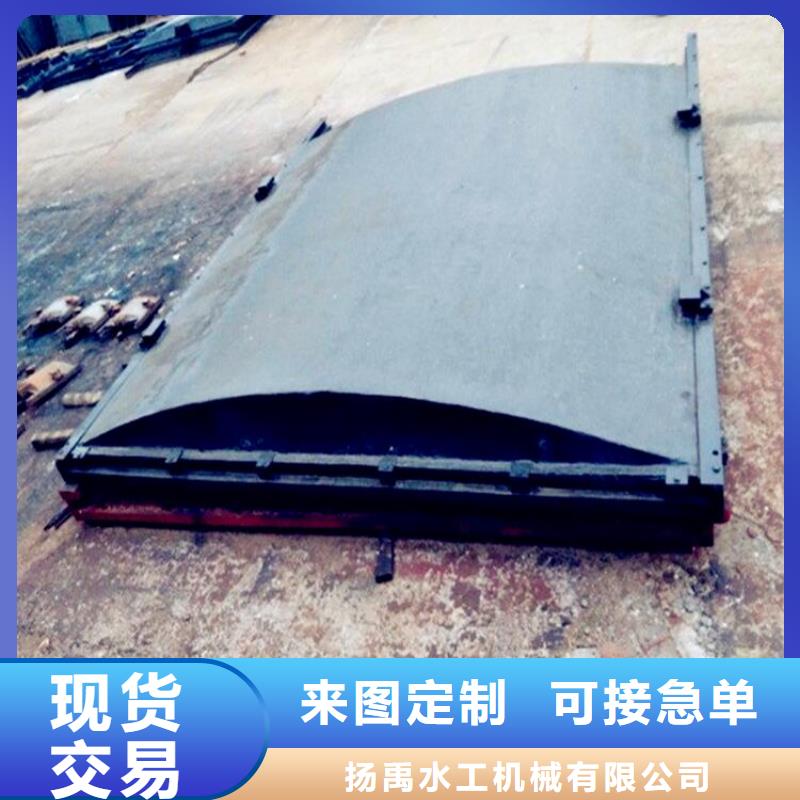
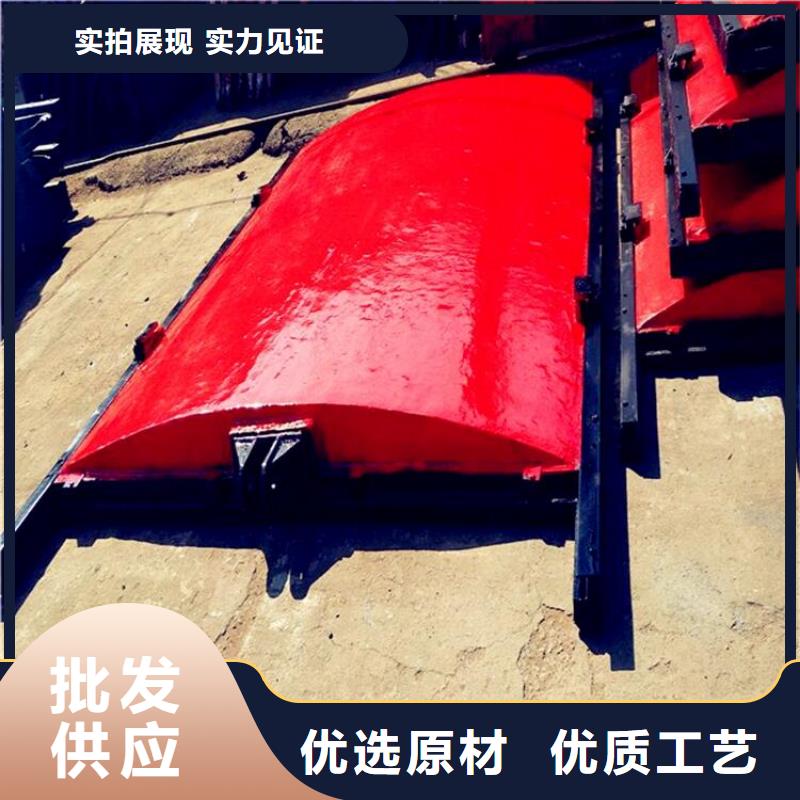
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
| 密封形式 | 硬密封型 |
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |




扬禹水工机械有限公司拥有着雄厚的科研力量和完善的经营管理体制。公司主营产品 四川广元钢制拍门。我们将以市场为导向,以科技为动力,不断提高企业综合竞争能力,大力开发和利用具有国际先进水平的高新产品,以的管理水平、优质的服务、优惠合理的价格,竭诚为顾客服务!公司秉承“平等、诚信、合作、发展”的经营理念,诚挚欢迎新老客户前来指导工作、洽谈业务。