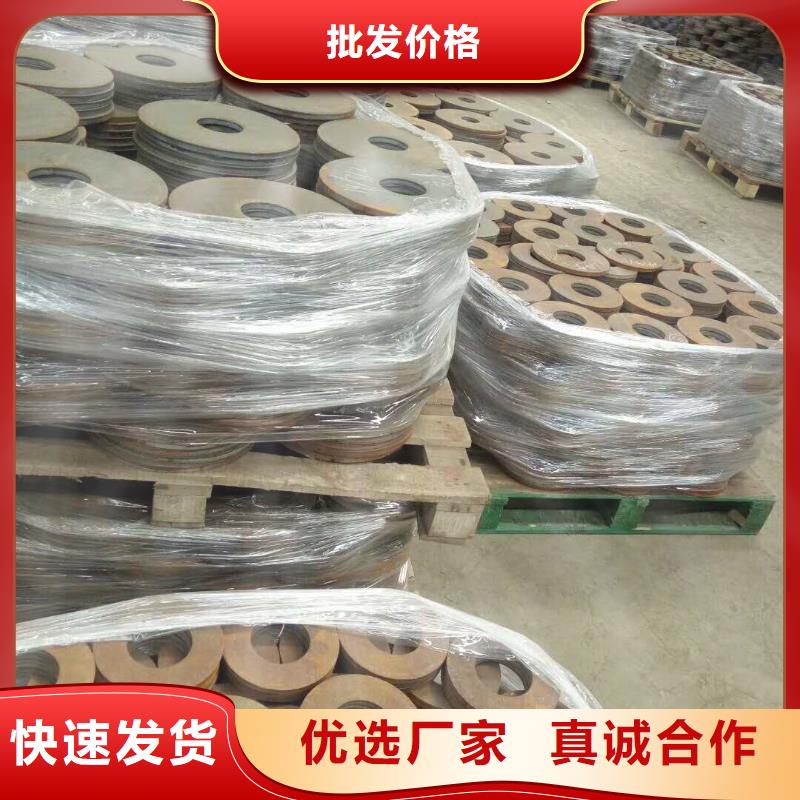
以下是:热扩法兰毛坯生产厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000-8000 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 500000吨 |
|---|
| 运费说明 | 3-7 |
|---|
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
|---|
| 产地 | 聊城 |
|---|
| 规格 | 齐全 |
|---|
| 颜色 | 黑色金属 |
|---|
热扩法兰毛坯生产厂家,搏远金属制品有限公司为您提供热扩法兰毛坯生产厂家的资讯,联系人:季先生,电话:18563543833、18563543833,QQ:364354310,发货地:聊城山东省聊城经济技术开发区蒋官屯办事处季海工业园发货到黑龙江省 大庆市 萨尔图区、龙凤区、让胡路区、红岗区、肇州县、肇源县、林甸县。 黑龙江省,大庆市 大庆市,别称油城,II型大城市,国务院批复确定的黑龙江中西部重要的中心城市、中国重要的石油生产和石化工业基地。截至2022年,大庆市辖5个区、3个县和1个自治县,总面积2.1万平方千米,常住人口为272.7万人。2022年大庆实现地区生产总值2988.6亿元,同比下降0.3%。
简约设计,不简单内涵。观看我们的热扩法兰毛坯生产厂家产品视频,用少的话语传达真实的产品价值。
以下是:热扩法兰毛坯生产厂家的图文介绍

如需了解更多 黑龙江大庆齿圈毛坯产品信息,可以直接点击店铺链接,进入与之对应的 黑龙江大庆齿圈毛坯产品栏目进行了解,也可以直接拨打我们的销售热线进行了解。



.国标法兰英文(National standardflange)是指按中华人民共和国标准《GB/T 9112~9124-2010钢制管法兰》的规定生产的法兰片。
国标法兰标准由中华人民共和国质量监督检验检疫总局和中国标准化管理委员会于2011-01-10联合发布,从2011-10-01起实施的性标准。
GB/T 9112~9124-2010一共包括了以下13项标准:
代替了国标GB/T9112-2000;GB/T10745-1989标准
GB/T 9112-2010 钢制管法兰 类型与参数
GB/T 9113-2010 整体钢制管法兰
GB/T 9114-2010 带颈螺纹钢制管法兰
GB/T 9115-2010 对焊钢制管法兰
GB/T 9116-2010 带颈平焊钢制管法兰
GB/T 9117-2010 带颈承插焊钢制管法兰
GB/T 9118-2010 对焊环带颈松套钢制管法兰
GB/T 9119-2010 板式平焊钢制管法兰
GB/T 9120-2010 对焊环板式松套钢制管法兰
GB/T 9121-2010 平焊环板式松套钢制管法兰
GB/T 9122-2010 翻边环板式松套钢制管法兰
GB/T 9123-2010 钢制管法兰盖
GB/T 9124-2010 钢制管法兰
国标法兰的另一层意思为:按照标准要求的尺寸、公差范围等生产的法兰盘,区别于不按标准尺寸生产的法兰片也称二标法兰(有人叫非标法兰是不正确的),通常一些无良商家会减少法兰盘厚度、外径两项尺寸来达到节省材料的目的,还有用废旧钢材或边角料钢材加工法兰,通常这种钢材是化学成分和力学性能不达标的废料,更有甚者用黑钢厂私炼钢生产法兰,这种私炼钢使用的炼钢技术陈旧无法保证力学性能和焊接性能,使用时有可能无法和钢管焊接,或者钢材本身有裂缝、气孔等焊接上去后也会漏水。所以购买法兰盘时尽量选用国标法兰。如果资金有限选择二标法兰的情况下一定要仔细观察并测量法兰尺寸以免上当。



24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。


今年在黑龙江省大庆市购买热扩法兰毛坯生产厂家有了新选择,搏远金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的热扩法兰毛坯生产厂家产品。如需购买或咨询,请随时联系我们,联系人:季先生-18563543833,QQ:364354310,地址:山东省聊城经济技术开发区蒋官屯办事处季海工业园。