| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |

在水利建设中房屋建筑因各类因素必须留变形缝,变形缝,赤峰铜止水使建筑构造不可以融为一体,如果不选用防水(防漏水)对策水便会从建筑构造的间隙漏水出去,为工程施工质量性,因此必须防水技术性和防水原材料。
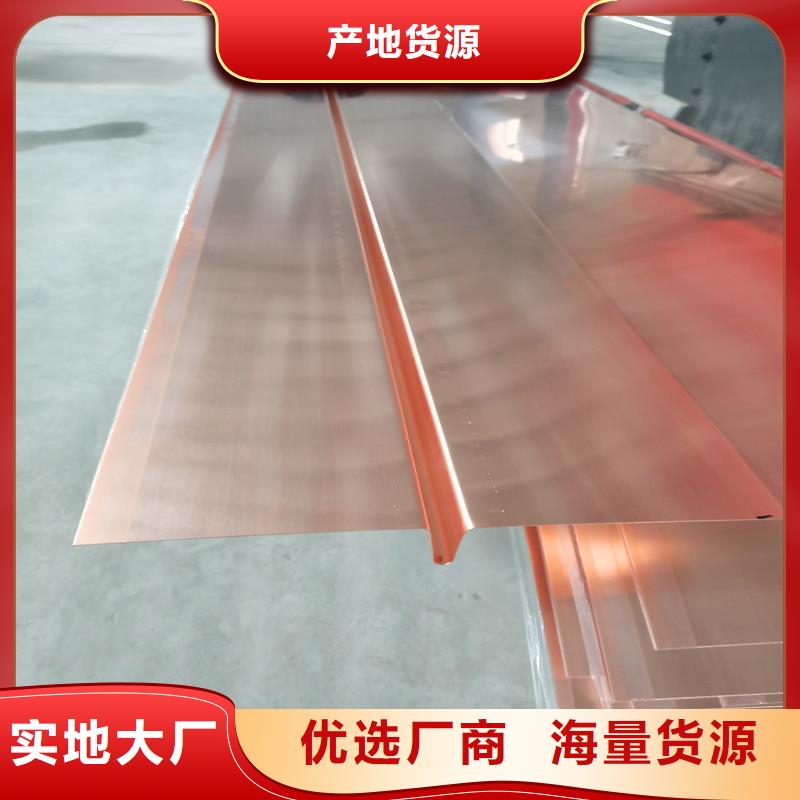
运用范畴铜止水
运用于地底建筑物,堤坝,池体,游泳馆,平屋面及其别的工程建筑化学物质,变形缝,房屋建筑的伸缩缝防潮中应用。本设备主要是适用于混泥土浇筑时设置在沉降缝及建筑变形缝中。
应用安裝
止水铜板关键适用于水利水电工程中木地板间,木地板与闸墩间变形缝避免地表水漏水,及其大中型贮水池的渗漏,渗水情形发生。常常被用以基本防水,坝身防水,坝后防水,走廊防水,及其坝基内孔眼防水,工业厂房防水,溢流式面下横缝防水等,是现在市場上认可的避免疏忽理想化的商品。
因为止水铜片的主要用途决策了它前提需要具有耐蚀性强,抗拉强度高特点,与此同时,在止水铜片安裝技术性中,也是有许多必须核心处理的工艺难题,不一样应用场所及部位,安裝规定不一样。
,设定止水铜片的部位并不是一个一次性现浇混凝土构架,必须独立混凝土浇筑,由于这种位置都是有一定的差别,未作解决的水源源不绝渗透到房间内,因此 它是必须应用止水铜片,以实现封口的目地。
施工缝是因施工组织需要而在各施工单元分区间留设的缝。赤峰铜止水施工缝并不是一种真实存在的“缝”,它只是因后浇注混凝土超过初凝时间,而与先浇注的混凝土之间存在一个结合面,该结合面就称之为施工缝。因混凝土先后浇注形成的结合面容易出现各种隐患及质量问题,因此,不同的结构工程对施工缝的处理都需要慎之又慎。
沉降缝是上部结构各部分之间,因层数差异较大,或使用荷重相差较大;或因地基压缩性差异较大,总之一句话,可能使地基发生不均匀沉降时,需要设缝将结构分为几部分,使其每一部分的沉降比较均匀,避免在结构中产生额外的应力,该缝即称之为“沉降缝”。铜止水
若建筑物平面尺寸过长,因热胀冷缩的缘故,可能导致在结构中产生过大的温度应力,需在结构一定长度位置设缝将建筑分成几部分,该缝即为温度缝。对不同的结构体系,伸缩缝间的距离不同,我国现行规范《混凝土结构设计规范》GB50010-2002对此有专门规定。
可见,除了施工缝,其余两种缝均是真实存在的缝隙。《建筑抗震设计规范》GB50011-2001规定:对有抗震设防要求的建筑物,沉降缝和伸缩缝的宽度都必须满足抗震缝宽度的规定。所谓抗震缝,是因为建筑物平面不规则,或竖向不规则,而对结构抗震不利,而设缝将结构分为若干部分。
由此可见,施工缝受到施工工艺的限制,是按计划中断施工而形成的接缝。混凝土结构由于分层浇筑,在本层混凝土与上一层混凝土之间形成的缝隙,就是常见的施工缝。所以并不是真正意义上的缝,而应该是一个面;而沉降缝是为了克服结构不均匀沉降而设置的缝,须从基础到上部结构完全分开; 伸缩缝是为克服过大的温度应力而设置的缝,基础可不断开; 抗震缝是为使建筑物较规则,以期有利于结构抗震而设置的缝,基础可不断开。
水工建筑物接缝止水设计止水效果的好坏直接关系到建筑物的与稳定,特别是地基条件为砂土、粉砂土或地基下有石膏的地方,如果接缝漏水,水流会带走地基中的细砂、细土颗粒,淘空基底或软化地基,从而使建筑物发生沉陷倒塌破坏。
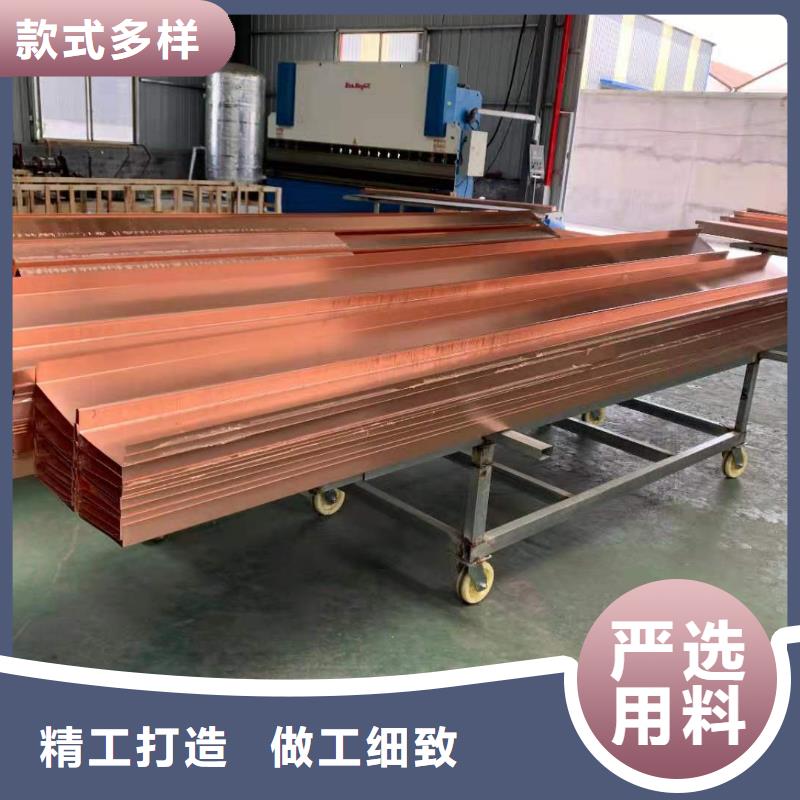
赤峰铜止水 止水铜片的基本性能要求 铜止水
目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧软铜。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。
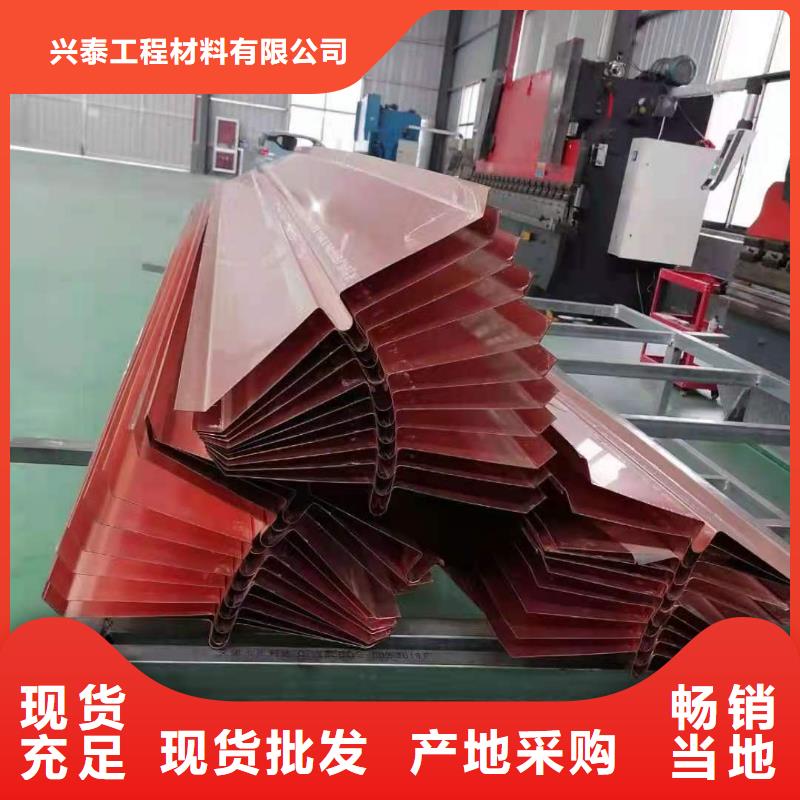
我国的建筑技术发展迅速,在建筑物中安装铜片止水带的技术已经非常普遍,并且得到了广泛的应用,主要是因为建筑物地底下水位较高,同时为了加快施工进度,使地下室顶板施工完成后尽快进行基坑的回填,故对地下室底板及外墙的铜片止水带均采取了超前止水措施。
止水接头现场焊接施工工艺及方法
赤峰铜止水 A、焊丝和气焊熔剂:采用紫铜止水母材的剪条,将脱氧剂放在
焊粉中,焊粉采用气剂301.
B、气焊工艺:焊前做好焊丝和焊件的清洁工作,一般用钢丝刷;
或砂纸去除表面油污和吸附的气体。
C、焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成
脆性的氧化亚铜:碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。
D、焊前首先将焊件预热:预热温度为400 500‘C。
E、由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,
同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层:数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。