以下是:250口径PE燃气管性能特点的产品参数
| 产品参数 |
|---|
| 产品价格 | 11 |
|---|
| 发货期限 | 含运费 |
|---|
| 供货总量 | 6892 |
|---|
| 运费说明 | 3天 |
|---|
| 颜色 | 黑色橙条 |
|---|
| 口径 | 20-630 |
|---|
| 原料 | 北欧化工3490 |
|---|
| 外观 | 直管 |
|---|
| 定长 | 6/9/12 |
|---|
| 压力 | 1.0MPA |
|---|
| 连接方式 | 热熔对接 |
|---|
| 敷设方法 | 埋地 |
|---|
| 应用领域 | 燃气工程 |
|---|
| 规格 | SDR17.6/SDR11 |
|---|
250口径PE燃气管性能特点,润星电力管材有限公司为您提供250口径PE燃气管性能特点,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,请联系润星电力管材有限公司,发货地:聊城塑料管材产业园发货到河南省 安阳市 文峰区、北关区、殷都区、龙安区、汤阴县、滑县、内黄县、林州市。 河南省,安阳市 2022年,安阳市完成地区生产总值2512.1亿元,比上年增长2.4%。
不要犹豫,花一分钟时间观看我们的250口径PE燃气管性能特点产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:250口径PE燃气管性能特点的图文介绍

润星电力管材有限公司坚持走 河南安阳PE塑钢缠绕管的高科技化道路,在技术、机制、管理上不断的持续改进和创新,使公司始终走在 河南安阳PE塑钢缠绕管市场的前沿。
企业宗旨:科技创新品 恒心塑品牌
质量方针:创新拼搏 诚信
服务宗旨:快速响应 服务至上
员工价值观:有企业才有自我,有奉献才有收获 有事业才有价值,有拼搏才有快乐
企训:创业难,需要百倍的付出 守业难,需要百倍的精心 拓业难,需要百倍的坚强



两管端经铣削后,其对接 间隙应不大于0.5mm,否则应进行必要的调整并重新铣削,直到满足以上要求为止。3)热熔连接的焊接参数应符合管材、管件生产厂家的要求。4)热熔连接的焊接接头应在保压状态下自然冷却,冷却过程中不得移动和施加外力。热熔连接的焊接接头连接完成后,应按下列要求进行外观检验及10%翻边切除检验。1)、外观检验应符合以下要求:A、接头应具有沿管材整个圆周平滑对称的翻边,翻边 处的深度不应低于管材表面;B、对接错位量不应超过管材壁厚的10%且不大于3mm,沿相邻两组件翻边的外圆周的任何一处都不应超过该值。2)、抽取10%的焊口作翻边切除检验应符合以下要求:A、翻边应是实心和圆滑的。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
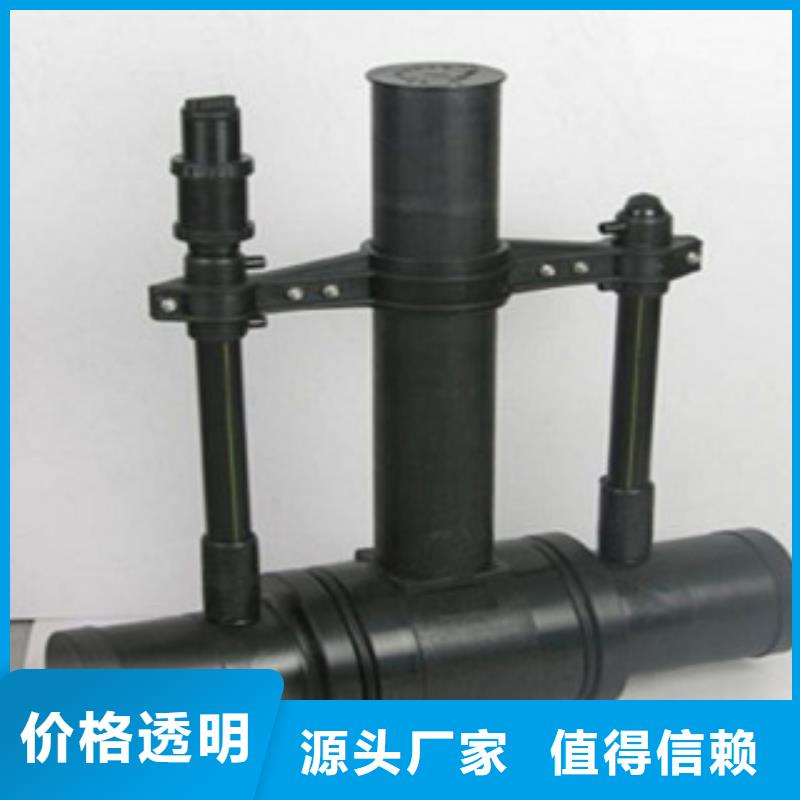
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。



操作人员应提高质量意识和责任意识,熟练掌握施工工艺规程,提高作业能力;要精心地使用、维护、检查施工机具;对操作过程应详细记录,发现问题应及时纠正。发挥工程监理的作用,监理人员应认真核对操作人员的件及材料的生产合格证,及时发现和纠正施工人员的错误操作,对于不合格或违反规范的操作应及时要求整改、返工。2.4焊接设备的使用热熔焊机主要由机架、铣刀、加热板、液压控制箱等部分组成,种类分为手动型、半自动型、全自动型。半自动型和全自动型的主要区别是全自动型的焊接参数可全部储存在芯片上,切换操作自动控制,并自动监控记录焊接的全过程。现有手动型热熔焊机已无法严格完成要求的焊接过程,无法严格满足焊接的工艺参数要求。
不具备操作的可重复性。焊机的工作状况直接影响焊接的质量。由于现有焊机缺乏定期检测、维护,导致的故障有:加热板温度分布不均匀,设定温度与实际温度不符;加热板表面材料(特氟隆或聚四氟乙烯)存在划伤现象,对焊件端面造成污染;部件可靠性差,压力控制不等。建议采用符合相关标准要求的全自动型热熔焊机,其特点是可以进行过程监控、记录。每一道工序及焊接参数都需要确认,以便决定是否继续焊接;若发现工序及焊接参数出现偏离,焊接会自动终止;所有焊接参数都全程记录,便于追溯。由于可以固化经过验证的施工工艺参数,并能根据环境温度等自然环境条件自动进行调整,各种工艺参数记录可以存储、输出,减少了人为因素对焊口的影响,实现了焊接过程的可重复性、可追溯性。
大大减轻了质量检查的工作量[1]。电熔焊机分为半自动型和全自动型。半自动型已基本淘汰,全自动电熔焊机无须手动输入焊接参数,由读码器直接扫描电熔管件上的条形码。不同厂家生产的焊机有不同的参数,条形码能参数的误差,将所有的焊接参数自动输入焊机,对电熔管件进行加热焊接。2.5连接方式及焊接环境热熔对接连接是PE燃气管道施工中主要采用的连接方法之一,使用的设备是热熔对接焊机。通过加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,撤去加热板,随即迅速贴合,通过焊接机具在一定的压力下冷却,冷却后达到熔接目的。电熔承插连接也是PE燃气管道施工中主要的连接方法之一,使用的设备是电熔焊机。通过电熔焊机对预埋在电熔管件内表面的电阻丝通电后发热。

润星电力管材有限公司

250口径PE燃气管性能特点,润星电力管材有限公司专业从事250口径PE燃气管性能特点,联系人:王经理,电话:15006359263、15006359263,QQ:292543758,发货地:塑料管材产业园,以下是250口径PE燃气管性能特点的详细页面。