| 产品参数 | |
|---|---|
| 产品价格 | 低价 |
| 发货期限 | 配货 |
| 供货总量 | 大量 |
| 运费说明 | 商议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
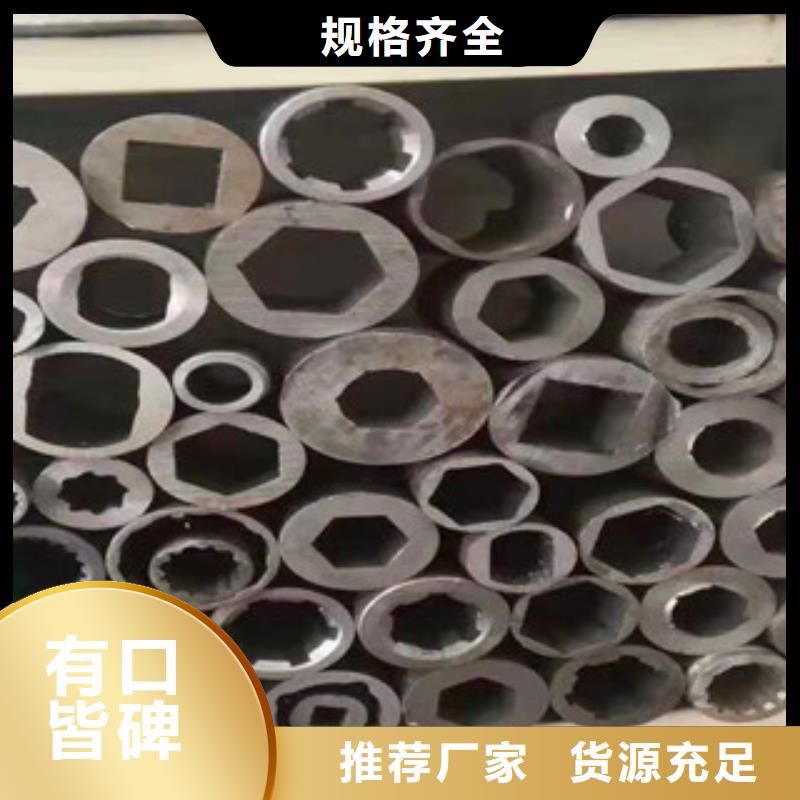
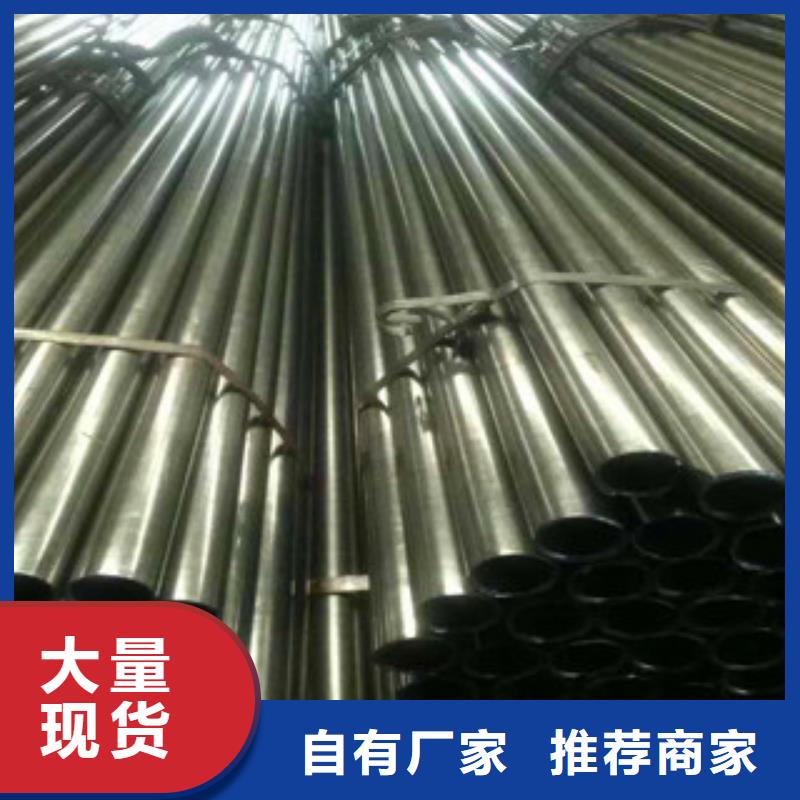
龙丽金属材料有限公司主打商品 安徽宿州20号精密钢管以专业的技术、优良的信誉及满意的服务赢得全国各大城市广大零售和代理经销商客户的信任, 经过多年经验的积累,产品拥有着其稳定的性能和卓越的效果,同时得到了相关权威部门的认证,公司不断积j i研发新型产品,营造出各种优质、丰富的产品。公司以服务品质z u i优化,使顾客满意z u i大化。赢得广大消费者的信赖与追求,所有技术创新的基础是人才的聚集和培养,多年来我们坚持“以人为本”的经营宗旨,建立了求人,用人,育人,留人的人力资源开发机制,形成了良好的人力资源开发和管理体系,努力打造学习型的组织和富有战斗力的团队。经过了多年的研发与实践,积累了一整套完善的新的产品开发程序,提高了开发效率。




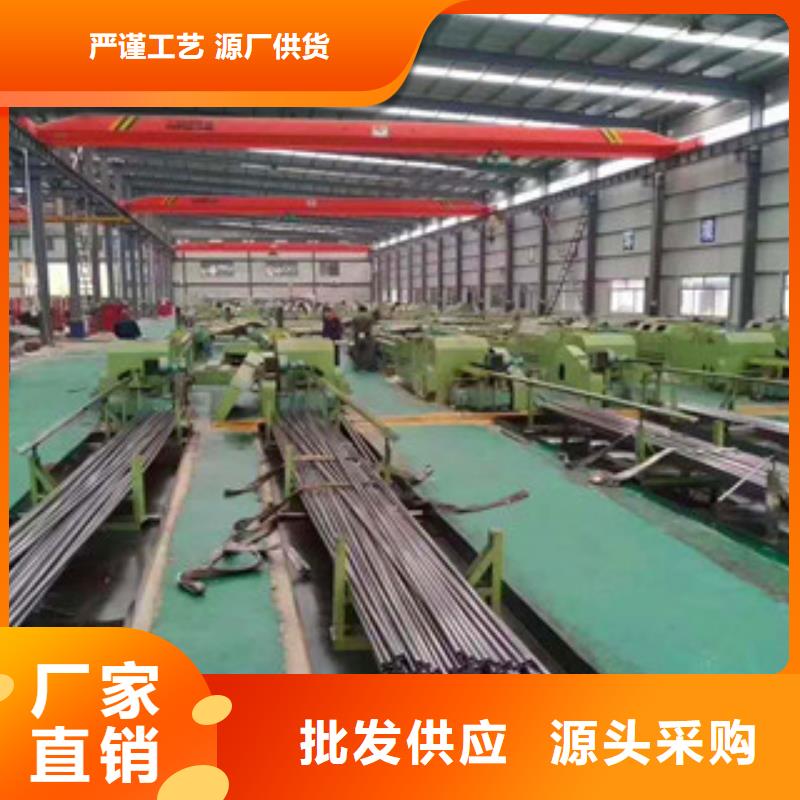
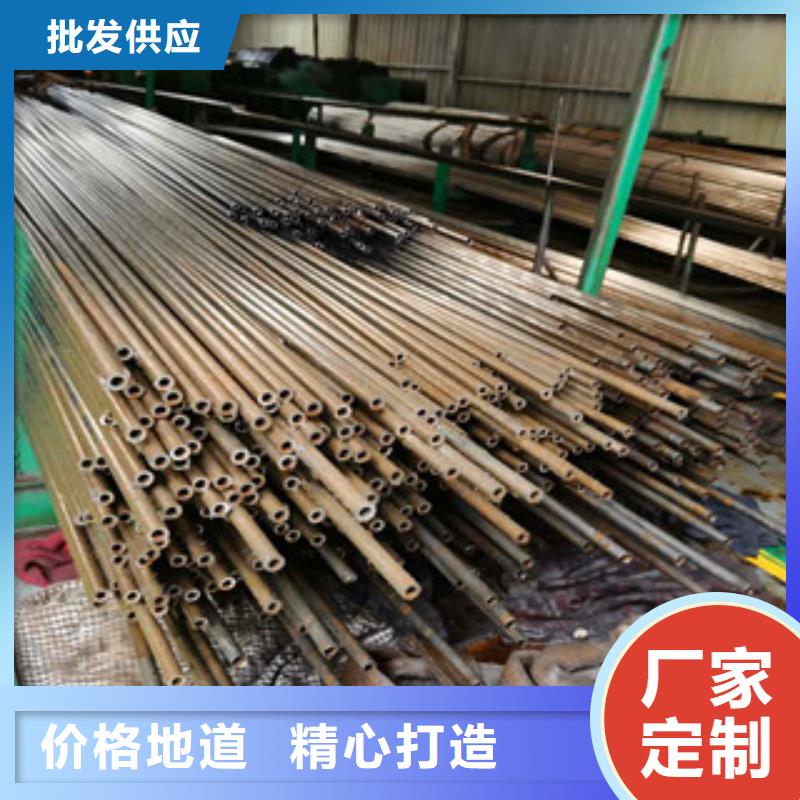
精密钢管生产方式:
4)超声波振动拔管。
(5)卷筒拔管。
(6)管材温拔。
(7)管材旋转模冷拔。
(8)反拉力拔管。
(9)扭转拔管,即在拉拔的同时使管子产生扭转的拔制过程。拔后的管子平直度好,可以省略矫直工序。拔制过程如图8所示。管料1拔制时通过置于中心架2上的椭圆模3(用于防止管子转动)和工作模4。借助于拔管小车6上的夹头5的旋转对出变形区后的管子施加扭矩,使它产生扭转,管子因扭转而防止了弯曲。



在多机架的减径机中对空心荒管进行的不带芯棒、不带张力的连轧工序,目的是获得小直径的长管材,以扩大产品规格和提高机组生产能力。无张力减径机和纵轧定径机(见管材定径)相同,但减径机的机架数目多达15~22架。
减径机轧制空心荒管的过程如图1所示。管子喂入轧辊后与孔型侧壁abcd四点接触,之后产生压扁变形。压扁变形是指管子截面积不变化,仅形状由圆变为椭圆,属于塑性弯曲。到管子与孔型壁相接触时压扁停止,减径变形开始,直至管子离开变形区。无张力减径机每架变形量较小,一般延伸系数不超过1.03~1.055。轧制薄壁管时变形过大会产生轧折缺陷。(图2)
经无张力减径后管壁要增厚,减径前后的壁厚关系可用以下经验公式确定:
对于壁厚小于15mm的成品管
S0=S[1-0.0044(D0-D)]
对于壁厚大于15mm的成品管
S0=S-(D0-D)/14.9
式中D0、D分别为减径前后管子的直径;S0、S分别为减径前后的壁厚。用上式求出的壁厚变化值含有平均值的意义,因为实际壁厚变化沿孔型周边的分布是不均匀的,如图3所示。由图3可见,增厚值以辊缝处(Ⅲ一Ⅲ截面) ,孔型顶部(I—I截面)小,在45。方向(Ⅱ一Ⅱ截面)次之。由于减径机为连轧机,成品管终的壁增厚由各架累积而成,累积后壁厚分布是45。方向处壁厚小。(见图4)