| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |


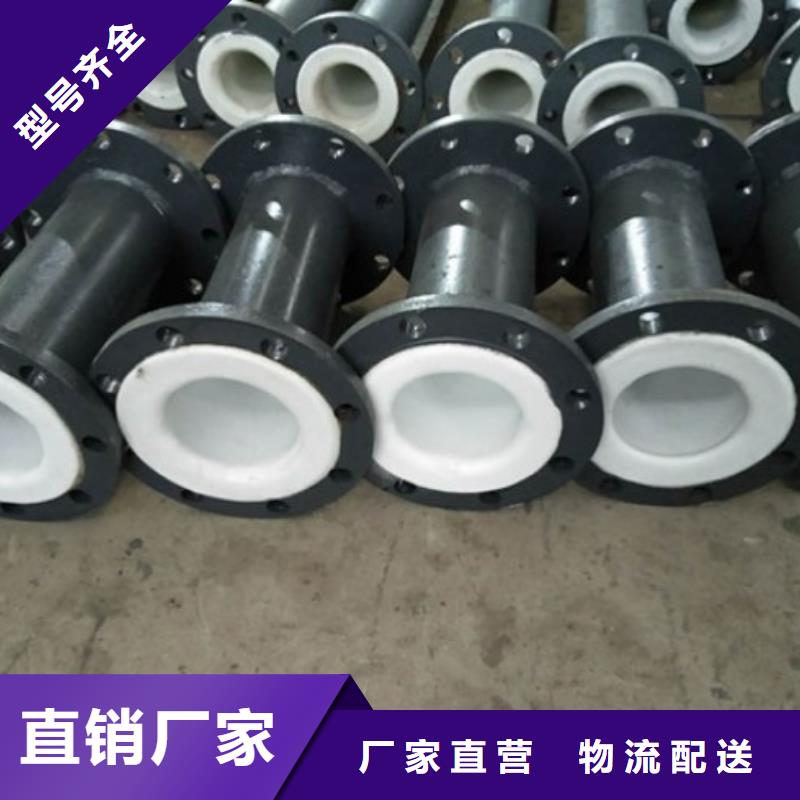
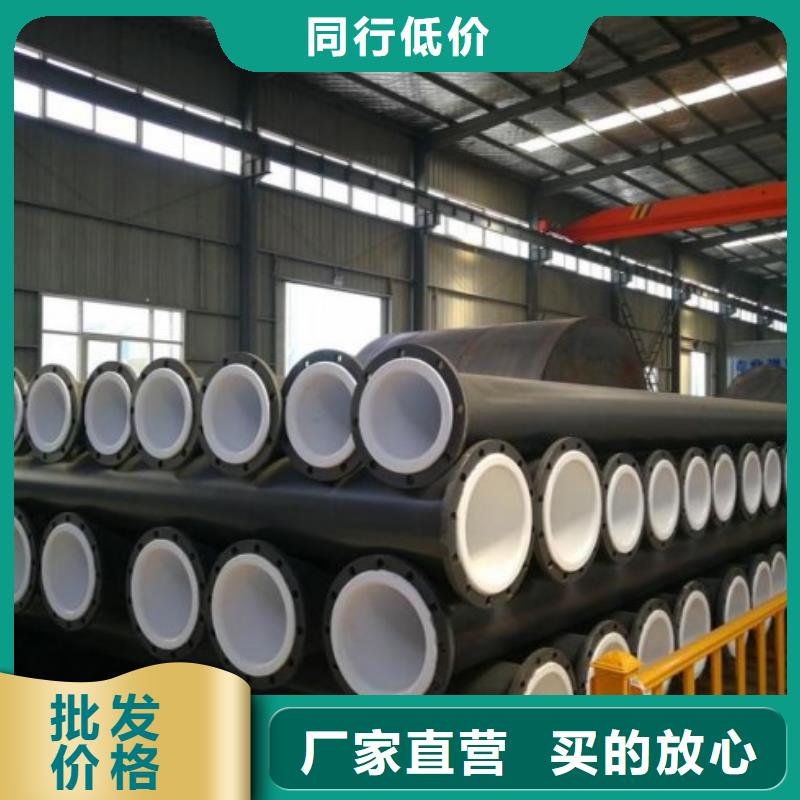
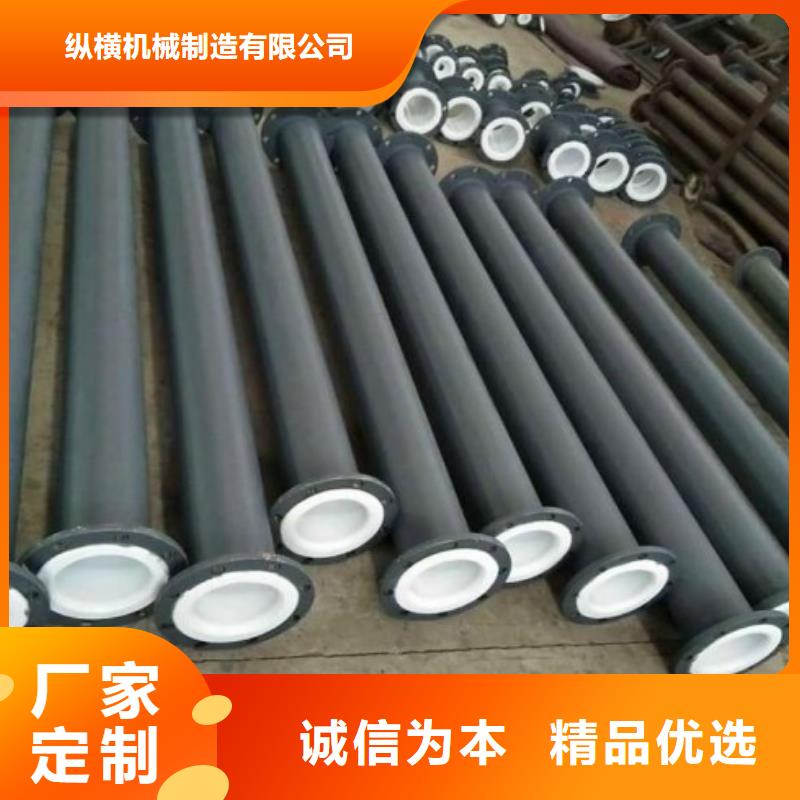
PE衬塑管是以钢管作为基体,在高温下状态下,将化学物理稳定性优良的热塑性工程塑料PE,在钢管内壁通过高温加热滚塑工艺进行复合,而形成的高强度防腐管道。钢衬塑管道既有钢管的力学性能,又有塑料的防腐蚀、耐老化、不易结垢等特性,使产品具有不脱层、防腐性能好、抗冲击强度高、抗渗透性好、内衬塑层光滑平整,摩擦系数小、不易结垢,安装方便的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。在化工、电力、冶金、食品、环保等行业广泛使用。
公司生产的衬塑钢管有:钢衬聚丙烯管(GSF·PP)、钢衬聚氯乙烯管(GSF·PVC)、钢衬聚乙烯管(GSF·PE)、钢衬聚烯烃管(GSF·PO)、碳钢管内衬聚四氟乙烯塑料管(GSF.F4)。衬塑钢管还具有适合范围广泛,各种规格齐全,生产工艺独特,连接方式可靠快捷,表面防腐蚀措施完善、美观,外层焊管壁厚设计合理,内层塑料管的厚度合理,确保通径,具有极好的耐腐蚀性能,节能环保。



二、生产工艺
1、钢衬塑管道生产采用离心热滚塑加工工艺,法兰面模压成型,衬塑层厚度为3-6mm。具体如下:
原材料→ 切割取料 → 修整 → 法兰调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 流平 →法兰面塑料层成型→表面修整 → 油漆 → 标识 → 包装 →入库。
2、涂塑钢管生产采用喷、浸工艺在钢管(底管)内表面熔接一层很薄的塑料防腐层,涂塑层厚度为400um—1000um。具体如下:
钢管切割取料→ 检尺修整 → 法兰调直对眼→ 法兰焊接 → 管道整体喷砂打磨除锈 → 分送入炉 → 涂塑→ 冷却 → 标识 → 包装 →入库
3、钢衬四氟管道直管采用套管翻边工艺生产,管件采用模压工艺生产,四氟管厚度为3-6mm。具体如下:
1)直管加工工艺
预制管件→ 喷砂除锈 → 拉管 → 焊环 → 翻边 → 油漆包装入库
钢衬PE管道采用正宗热滚塑工艺,耐负压耐真空,一次成型无接缝,平整坚固,不凹面。结合永不脱落。广泛应用于电力、化工、石化制品、环保等行业。







衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过高和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。