以下是:数控编程培训-数控培训用心做产品的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/个 |
|---|
| 发货期限 | 随到随学 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 产品产地 | 石家庄+ |
|---|
| 加工定制 | 是 |
|---|
| 河北德玛数控培训 | 包教会 |
|---|
| 河北德玛数控培训 | 学会为止 |
|---|
| 河北德玛数控培训 | 自办工厂 |
|---|
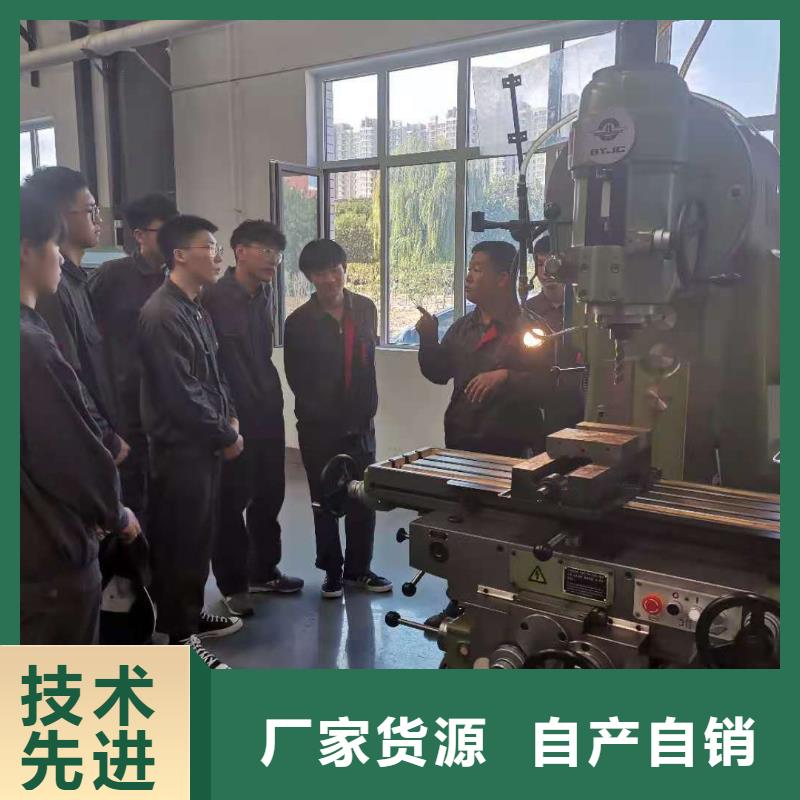
| 河北数控数控培训 | 边学边练 真机实践 |
|---|
数控编程培训-数控培训用心做产品,德玛科技信息有限公司专业从事数控编程培训-数控培训用心做产品,联系人:李老师,电话:13833466981、13833466981,QQ:794912140,发货地:石家庄城铁轨道职业技工学校发货到广东省 肇庆市 端州区、鼎湖区、广宁县、怀集县、封开县、德庆县、高要区、四会市,以下是数控编程培训-数控培训用心做产品的详细页面。 广东省,肇庆市 肇庆市地处广东省中西部,是东南沿海通往西南各省的重要交通枢纽。肇庆城区的七星岩,素有“岭南奇观”的美誉;鼎湖山是自然保护区。以星湖风景区为中心,沿西江、绥江溯江而上,盘龙峡、“天下石”、千层峰、广宁竹海大观、燕岩等景点次递展开,构成了千里旅游走廊的绚丽画卷。
我们为您呈现了一部精彩绝伦的数控编程培训-数控培训用心做产品产品视频,让您感受产品的独特之处。
以下是:数控编程培训-数控培训用心做产品的图文介绍

河北德玛数控编程培训学校整理 1、机械产品加工程式很简单,大都用手动编程,电脑编程的话,就复杂了,一般不用电脑编程模具加工程式很多,所以只能电脑编程要编程的话。2、先将西门子数控编程书,再将代码记牢,理解了,然后自己试着编程及跟现有产品程相对比,这样学的更快。步骤:一、G90/91/增量尺寸编程(1)G90(模态),G90是尺寸输入,所有数据对应于实际工件零点。(2)G91(模态),G91是增量尺寸输入,每一尺寸对应于上一个轮廓点。二、G70/G71英制/公制编程G70英制,G71米制,根据零件图纸的需要,在编制零件加工程序时,可以在英制和米制之间切换。三、G54~G57设置零点偏移,建立工件坐标系G54/G55/G56/G57:调用第1至第4可设置零点偏置。四、G17/G18/G19平面选择指令(1)G17:加工平面X/Y;(2)G18:加工平面Z/X;(3)G19:加工平面Y/Z;咨询记录·回答于2022-01-05加工中心编程1、机械产品加工程式很简单,大都用手动编程,电脑编程的话,就复杂了,一般不用电脑编程模具加工程式很多,所以只能电脑编程要编程的话。2、先将西门子数控编程书,再将代码记牢,理解了,然后自己试着编程及跟现有产品程相对比,这样学的更快。步骤:一、G90/91/增量尺寸编程(1)G90(模态),G90是尺寸输入,所有数据对应于实际工件零点。(2)G91(模态),G91是增量尺寸输入,每一尺寸对应于上一个轮廓点。二、G70/G71英制/公制编程G70英制,G71米制,根据零件图纸的需要,在编制零件加工程序时,可以在英制和米制之间切换。三、G54~G57设置零点偏移,建立工件坐标系G54/G55/G56/G57:调用第1至第4可设置零点偏置。四、G17/G18/G19平面选择指令(1)G17:加工平面X/Y;(2)G18:加工平面Z/X;(3)G19:加工平面Y/Z;


德玛科技信息有限公司制定了长期的发展战略规划,奉行“高品质、精工艺、重诚信、优服务”的经营理念,以打造成为国内【广东肇庆数控培训】品牌为企业为目标,形成了以“热情、诚恳、感恩、务实,”为核心的企业价值观,因彼此认同而携手并进,因文化融合而长足发展。为公司的稳定发展奠定了坚实的基础。公司市场定位清晰、技术不断创新、管理理念与国际同步。致力于为广大客户创造兼具高性价比与高品质服务的【广东肇庆数控培训】产品。德玛科技信息有限公司愿与您共同努力,为推动【广东肇庆数控培训】行业加速发展而奋斗!




河北德玛数控编程培训整理确定坐标系(1)机床相对运动的规定加工中心加工中心在机床上,我们始终认为工件静止,而刀具是运动的。这样编程人员在不考虑机床上工件与刀具具体运动的情况下,就可以依据零件图样,确定机床的加工过程(2)机床坐标系的规定标准机床坐标系中X、Y、Z坐标轴的相互关系用右手笛卡尔直角坐标系决定。在数控机床上,机床的动作是由数控装置来控制的,为了确定数控机床上的成形运动和辅助运动,必须先确定机床上运动的位移和运动的方向,这就需要通过坐标系来实现,这个坐标系被称之为机床坐标系。


河北德玛数控编程培训整理加工中心的手工编程,你都会编吗?不会的往下看2022-04-09 19:18·数控编程木子(一):程序详解、辅助准备功能字、坐标系1. 类型? 普铣→图纸→机床→生产→产品? 加工中心→图纸→程序→机床→生产→产品? 区别:加工中心多了一个刀库,可以用自动换刀装置进行换刀2. 程序详解3. 程序名:O+数字构成,1~9999这个区间组成的。同时8000~8999,9000~9999这两个区间的程序名,可以防止误删,可以设置密码,起到保护程序的作用4. 程序段号:N+数字 1~9999 代表程序段,每一行的行号,方便用宏程序进行跳转到某一行5. 准备功能字:G+数字,也称G代码6. 辅助功能字:M+数字构成的① 其中控制主轴转向的:? M03 主轴正传 M04 主轴反转 M19定向停止:一般在精镗刀中使用? M05主轴停止(随机停止,不固定哪个位置)② 控制冷却功能的辅助代码:? M7 气冷 M8水冷 M9关闭冷却? 气冷:一般用在热变形容易产生的工件及水冷照顾不到位的地方,热量主要集中在切屑碎片中或者铁屑中③ M代码不能与M代码同时出现在同一行:例如,M3 M8可以写成M13同时开启冷却液和主轴转速④ 暂停程序:? M00简为M0:暂停程序,出现在程序中,扫描到这个周期,程序会自动暂停,按下启动键,程序才会自动往下运行? M01简写为M1:暂停程序,需要与机床的暂停按钮搭配使用,出现在程序中,扫描到这个周期,程序会自动暂停,按下启动键,程序才会自动往下运行⑤ 子程序:? M98调用子程序 M99子程序返回⑥.其他参数:? M29刚性攻丝 M6换刀与M3配套使用的? T刀具号字+数字? S主轴转速 mm/每分钟 G94 (加工中心默认) 刀具动mm/转 G95(车床默认) 工件动1. 坐标系加工中心的手工编程,你都会编吗?不会的往下看G90:坐标系,以O为原点利用直角坐标法进行写点G91:增量坐标系,以上一个点,作为O点利用直角坐标法进行写点2. C角与R角的区分加工中心的手工编程,你都会编吗?不会的往下看3. G代码含义及简单练习① G代码含义:? G0:快速移动 G1:慢速移动 都是直线插补? G2:顺时针圆弧 G3逆时针圆弧? G90/G91 G2/G3 X Y Z R/ I J K加工中心的手工编程,你都会编吗?不会的往下看② R与I J K的区别(指的是度数)? 0 360 R禁止使用(只能使用 I J K模式)加工中心的手工编程,你都会编吗?不会的往下看③ 圆弧的小练习加工中心的手工编程,你都会编吗?不会的往下看? 坐标G90练习G→E: G3 X0 Y-50 R50/ I0 J-50A→B顺:G2 X150 Y0 R50/ I0 J-50C→D逆:G3 X50 Y0 R-50/I0 J50B→B顺:G2 X150 Y0 I-50 J0 此处R不可用,因为超过了360度,只能用I J K模式



数控编程培训-数控培训用心做产品,德玛科技信息有限公司为您提供数控编程培训-数控培训用心做产品产品案例,联系人:李老师,电话:13833466981、13833466981,QQ:794912140,发货地:城铁轨道职业技工学校。