| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
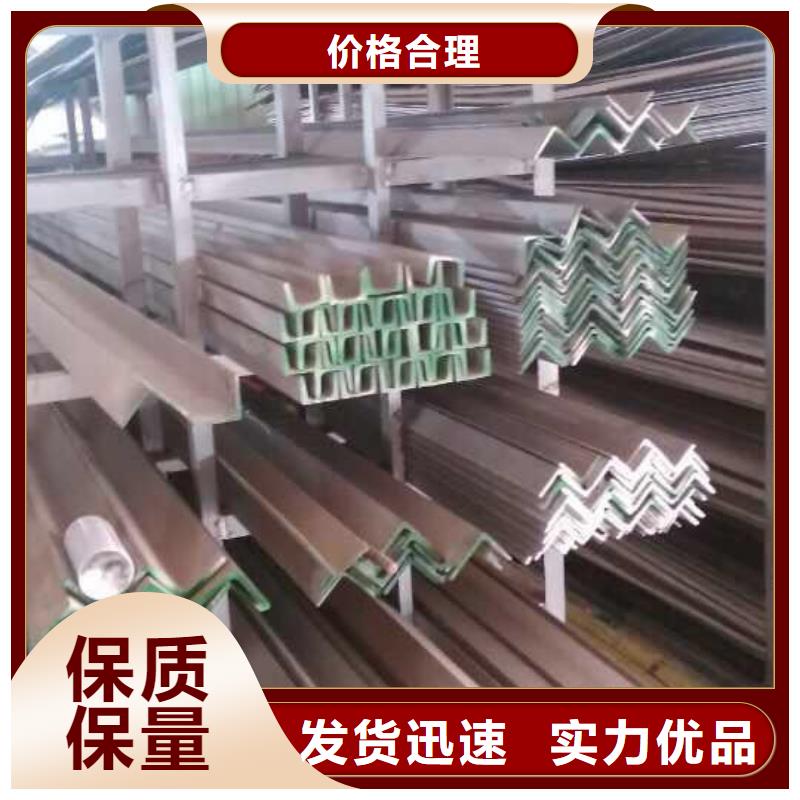
| 规格 | 6.0 8.0 10 12 14 16 20 30 50 60 70 75 80 90 100 110 120 130 140 150 160 170 180 200 250 |
| 材质 | 201,304,316L,310s 2205 2507 904L |
润腾不锈钢有限公司凭借具有先进水平的施工设备,采用“工程直销”式销售格局,为客户提供 重庆不锈钢角钢,形成了以生产、销售、维护一体化企业经营特色。我公司兼承“信、和、实、严”的企业精神,坚持“创新优先、用户满意”的核心理念,正以科技创新和机制创新为动力,向多元化、国际化、高科技型现代企业的目标前进,为美化生产、生活环境做出新贡献。



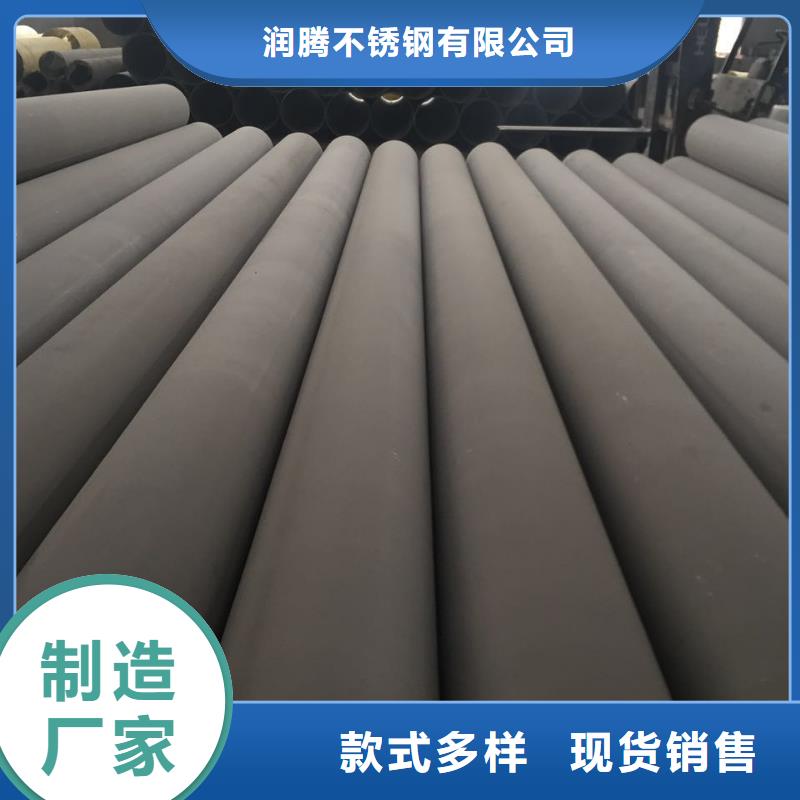
在日常生活中,人们往往会把不锈钢圆钢与螺纹钢混淆,首先在外观上螺纹钢表面是带有螺旋形的,而不锈钢圆钢表面是非常光滑的。在强度上,这两种不锈钢材的强度等级明显的不同。此外在物理性能上,不锈钢圆钢拥有非常出色的冷弯性能,而螺纹钢在抗疲劳性上明显的弱于不锈钢圆钢。因此螺纹钢是低合金钢,价格一般低于不锈钢圆钢,这一点是非常明确的。



设定开锻温度多1050°C,终锻温度多850°C:锻造需要保证在奥氏体状态下 进行,确定终锻温度既要保证钢在终锻前具有足够的塑性,又要使锻件能够获得良好的组 织性能。因此的终锻温度应高于再结晶温度,而开锻温度要求在没有产生晶间结合力弱化 的如提下尽可能尚。为保证 锻造效果,径锻前四道次采用小延伸率 1. 10~1.25%,径锻前期小变形量的控制可实现破碎钢锭铸态组织的目的,在径锻过程中 材料表面开裂,径锻后五道次采用延伸率为1. 31~1. 38%的大变形量锻造,以确保中 心锻透,使圆钢晶粒度满足标准要求,第十道次表面延伸率1. 〇〇~1. 05%,表面精整,保证 圆钢表面质量。





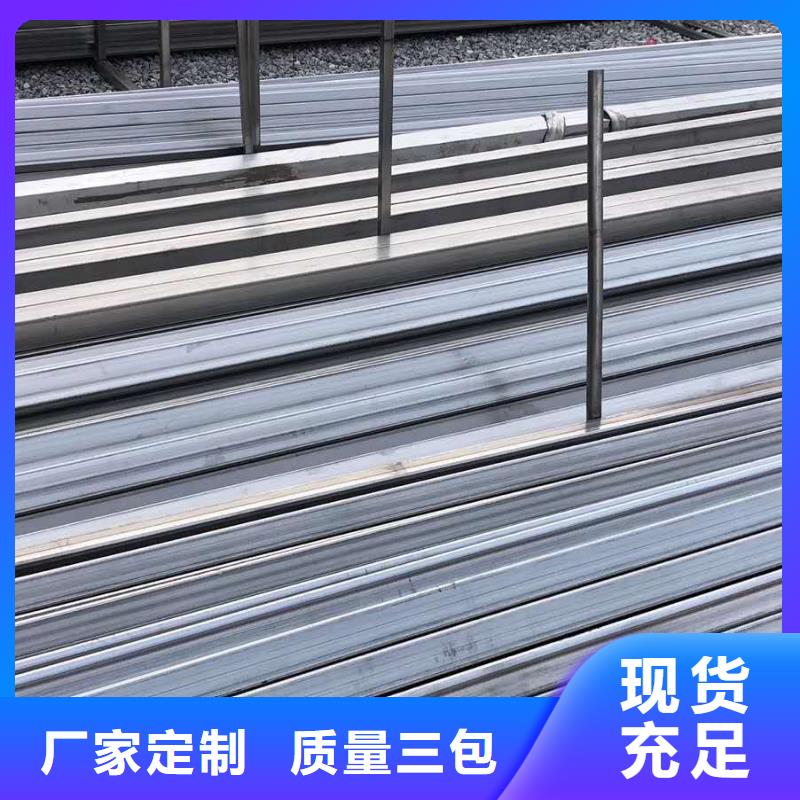
在不锈钢圆钢的生产自动控制系统中,在操作方式上,针对不同的操作环境及工作目的,操作模式越来越细化,主要分为以下四种:
1、自动模式:仅仅在这种模式下才能轧钢,这一般也是 能够正常轧钢生产的条件;
2、模拟操作模式:其主要目的是提供给操作人员以验证在轧钢前各活套起套辊、剪机等动作执行机构的运行情况是否正常,以及初始状态是否正确,轧制控制是否异常;
3、机旁模式:在机旁工作模式下,可以实现在操作现场通过手动控制完成一些设备动作,如爬行、转动剪机、换辊等;
4、堆修模式:维修模式不是用来轧钢的,仅仅是用以查看设备及其运行情况的,并具有电器与机械少连结的特性。