| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |


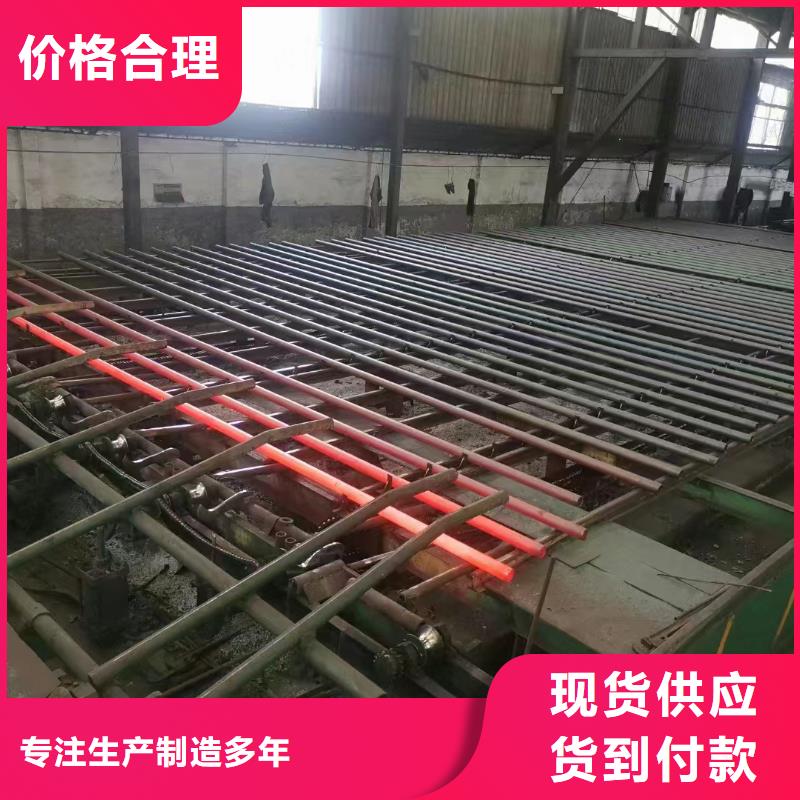
无缝钢管在原装前要开展什么检测?
如何检查无缝管是否成绩及格?
1、看一下不锈钢板材的成份,是不是充裕的均匀。因为假冒伪劣的无缝管,管道中的沉渣比较的多,不锈钢板材的相对密度偏小。一旦大家从管道的截面,发现了管道中,成分比较的紊乱,那么这一定,并并不是成绩及格的无缝管。
2、就是假冒伪劣的无缝管,规格的误差十分的情况严重。因此大家可以,运用游标卡尺,来车检一下,无缝管每一个一部分的的规格规格,看一下是不是,符合无缝管的标准。如果沒有游标卡尺,大家可以对无缝管,进行秤重审查。
3、假冒伪劣的无缝管,外径的规格波动挺大,但成绩及格的无缝管,外径的规格全是十分的稳定。
无缝管在原装前要开展什么检测?
1、无缝管的供应状况一般是在热轧板状况经历热处理后进行供应的。热轧板无缝管在经历产品质量检验后要经历工作中员的苛刻的手工制做挑选,每一个步骤都力臻完美,确保精雕细刻。
2、在产品质量检验后要进行表面抹油,接着接着是多次的冷拔实验,热轧板处理后要进行破孔的实验,倘若破孔扩径过大也要进行调直改正。
3、在学校直后再由传送机器设备传送到射线机进行无损探伤检测实验,这一步骤也一样必不可少,接着贴上标签、进行规格型号规格编写后置摄像头放进仓库当中。依据这一系列的步骤,为的就是更强的保证无缝管原装前的质量。



金海金属材料有限公司创立于2012年,以生产 河南平顶山3087低中压锅炉管闻名于行业。其 河南平顶山3087低中压锅炉管产品质量过硬、性价比高,尤其在 河南平顶山3087低中压锅炉管产品研发设计方面,聘请顶尖设计师,坚持品牌个性化路线,结合现代潮流。在营销方面,企业充分发挥自己的人才优势、技术优势、质量优势和市场优势,建立起完善的营销网络和服务体系。目前,出品的 河南平顶山3087低中压锅炉管产品,不仅畅销国内,更远销国外,在消费者当中享有j i高的认可度和美誉度。



聊城酸洗钝化无缝钢管厂家动态
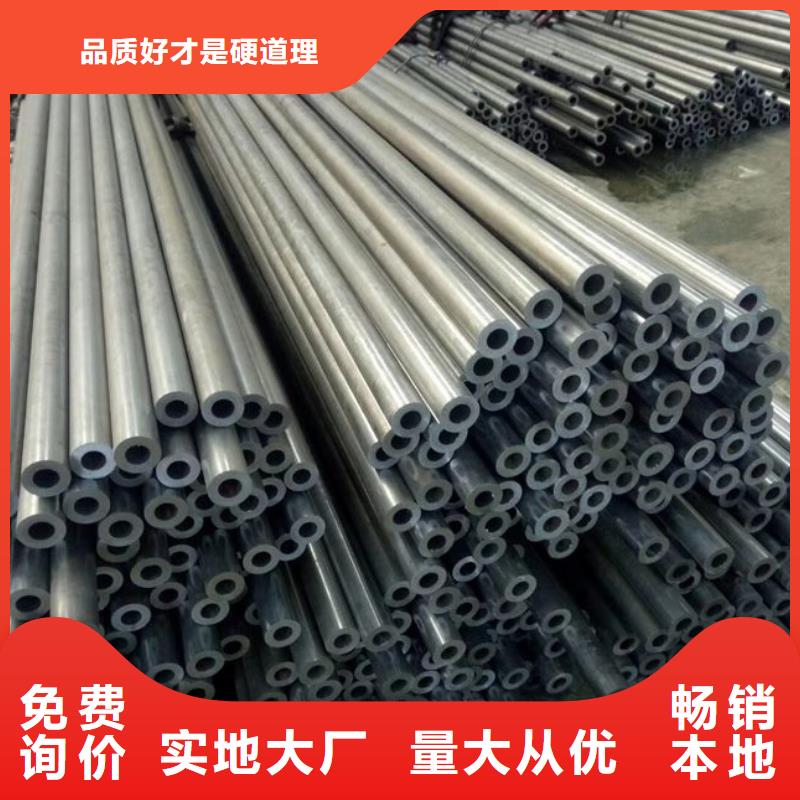
酸洗钝化无缝钢管工艺流程
无缝钢管酸洗钝化无缝钢管 次冷拔就是原料(毛管或成品管)→打头→酸洗→磷皂化(即润滑)→冷拔,如还有第二次冷拔,需不需要退火就看是什么钢种了。
一般低碳钢是不需要退火的, 次冷拔后→润滑→冷拔→退火→矫直→切割→成品检验→打包入库。******质量要求高的做酸洗钝化处理。
酸洗处理产品特点优势:
1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率
2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可
3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。
钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。



无缝钢管的应用领域很广,很多机械、工程都会使用到,那么它究竟是怎么生产出来的呢?今天就由小编带大家来认识一下无缝钢管的生产方法。
1、减径轧制和定径轧制
虽然在终调整外径的减径轧制和定径轧制方面没有值得特殊介绍的技术发展,但大口径定径机有许多也采用了三辊式定径机。采用三辊的缺点是辊距无法变更,因此机架的台数多,但近出现了辊距可变的轧机,还提出了四辊减径机的想法。今后芯棒式无缝管轧机和定径机及张力减径机的直接连接技术也将引起人们的关注。以上所述的钢管领域中的高合金穿孔用芯棒的开发和芯棒及毛管坯导槽润滑剂的开发等与摩擦学技术有很大的相互关系,因此希望长寿命化技术有进一步的发展。
重庆无缝钢管厂家
2、拉伸轧制
芯棒式无缝管轧机已向大型化和紧凑化方向发展。机架数由7~9机架减为4~5机架,穿孔机和芯棒式无缝管轧所需的能源消耗共计可减少20%左右。在芯棒式无缝管轧机的控制技术中,为减少其后在张力减径机中管端壁厚的切头损失,开发了管端预先减薄成形技术,即用芯棒式无缝管轧机预先将管端减薄的成形技术,并在钢管轧机上首次采用了油压压下装置。
3、穿孔轧制
使用方钢坯的PPM(压力辊穿孔机)已被替换为使用圆钢坯的斜辊穿孔机。圆锥形穿孔机的优点是具有旋转锻造的效果和抑制圆周方向剪切变形的作用,因此可以抑制钢管内面的缺陷,可用于难加工性材料的穿孔,尤其是可以用于扩孔和薄壁穿孔。采用普通穿孔机时,壁厚/外径比(T/D)的极限为大约6%,而采用圆锥形穿孔机时能进行T/D为3.2%的薄壁管穿孔。