| 产品参数 | |
|---|---|
| 产品价格 | 20000/台 |
| 发货期限 | 3-5天 |
| 供货总量 | 不限 |
| 运费说明 | 汽运 |
| 材质 | 非特殊钢 |
| 产地 | 河南许昌 |
| 规格 | 整机 |
| 类型 | 钢筋设备 |
| 颜色 | 随机 |
| 品牌 | 河南建贸 |
| 型号 | 齐全 |
| 可定制 | 是 |
建贸钢筋笼绕筋机厂家 有限公司是 福建宁德联合冲剪机等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。



12 根带对焊 将成盘的双金属带锯条裁剪成一定长度,然后将每根锯条的两侧焊接至一起,并将焊口退火、喷砂, 形成一圈锯条,称为根带。这样的根带可以马上安装至锯床上使用
13 重绕 为了使锯条的齿尖朝向所希望的方向,将成盘的锯条在重绕机上反向重新绕成盘状
14 前齿磨 将齿的切削面通过一次粗磨和一次精磨,使前端面高度光滑(Ra0.8),从而可以防止铁屑粘附造成火口
15 齿顶磨 从后角开始,将切削刃磨成高低不同,两侧圆角大小不一的各种形状的齿型,使齿型在切削过程中能够合理分配切削力,优化切削性能
16 涂油 在喷码的同时,在双金属带锯条表面涂上一层防锈油,防止带锯条在运输和储存时生锈
17 清洗 总共有两道清洗工序。 一道在焊接前, 主要目的是清洗掉焊接面的杂质,防止焊接时在焊缝形成夹杂、气孔等缺陷。另一道在淬火-回火之前,主要目的是清洗掉双金属带锯条表面的杂质、油污等,防止淬火时带锯条表面形成氧化、亮点、表面缺陷等
18 盘带包装 将经过所有工序的盘带锯条,经过在齿尖用嵌塑带保护后放入包装箱中



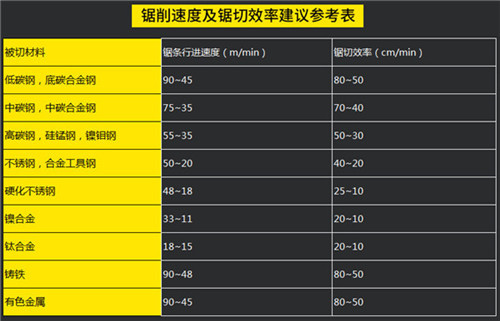
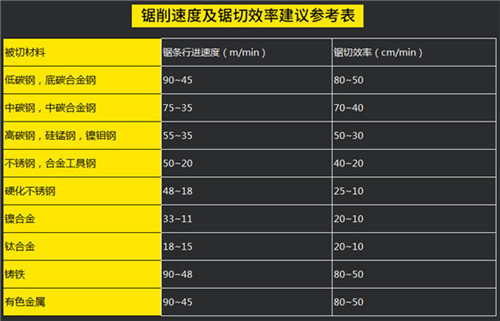
7. 磨合程序。
新的未使用过的锯条,锯齿极其锋利,而且通常带有一定数量的毛刺。通过这种"细磨"锯齿的过程,延长锯条的使用时间。一般正常磨合是将带锯的速度降低到正常速度的1/2。
8. 进给速度。
进给速度太低,容易将齿擦钝。太高则使齿提前疲劳,齿尖磨损过快,容易断齿。
9. 带锯的质量及类型。
不同类型的锯条的红硬性和耐冲击性不同。
10. 机器型号。
锯床设计、马力、机床质量、进给系统都将影响锯切能力和带锯寿命。选用高质量的锯床,结合正确的操作和调整,是保障锯条寿命的重要因素。



4 球化退火 将焊接后的复合钢带置于井式退火炉或钟罩式退火炉中,采用一种合适的退火工艺,使齿材、背材和焊缝中的碳化物呈球状,以便于后续的冷加工
5 焊缝轧平 用轧机将退火后的的复合钢带轧至一定厚度,并使焊缝位置平整的一道工序
6 调平校直 采用先进的进口设备,将复合钢带通过数十个小轧辊,使复合钢带平直的一道工序
7 铣齿 采用先进的进口设备和优质钢铣刀,将复合钢带的高速钢一侧铣出锯齿形状的一道工序
8 分齿 将铣出齿型的双金属锯条,使锯齿按一定的规律向左右倾倒的一道工序
9 淬火-回火 采用拥有自主知识产权的淬火-回火一体化生产线, 将分齿后的锯条在低于熔点的某一温度保温一段时间,然后快速冷却,达到淬火的目的。紧接着在某一温度经过数次保温,达到回火的目的,使双金属带锯条形成适合锯切的组织