| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3-7天 |
| 供货总量 | 98899898 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 黑 绿 红 橘 黄等 |
| 适用领域 | 道路 公路 桥梁 景观等 |
| 产地 | 山东 |
| 品牌 | 宏达友源 |


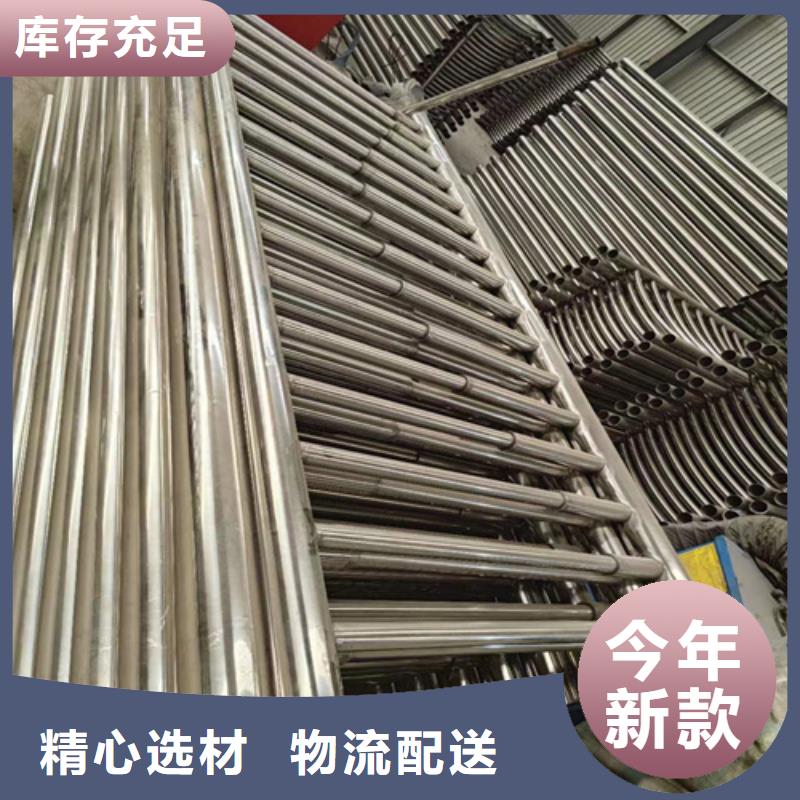
桥梁防撞护栏的锯片切割方式锯片切割,目前用来切割薄壁桥梁防撞护栏的锯片一般是采用钨(wolfram)钢锯片切割,结合数控设置的自动送料系统,自动化程度高,操作简单,工人劳动强度(strength)低,一人可同时操作多台机。切割薄壁桥梁防撞护栏时,切割速度快、切口不变形刺、切割精度(度)高、实地测试(TestMeasure)切割19*0.3*200mm的管件,每10小时的产量可达8000支以上,是一款非常适合大批量薄壁管件切割的切管机。桥梁防撞护栏的静电喷涂工艺粉末涂料开始用于防护和电气缘方面,随着科技的发展,已广泛使用于汽车工业、电气绝缘(insulated)、耐腐蚀化学泵、阀门(功能:截止、导流、稳压、分流等)、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装粉末涂料开始用于防护和电气缘方面,随着科技的发展,已广泛使用于汽车工业、电气绝缘(insulated)、耐腐蚀化学泵、阀门(功能:截止、导流、稳压、分流等)、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。桥梁防撞护栏广泛使用于市政工程,道路,工厂,园林广场等场所的平安防护及装饰美化;桥梁防撞护栏还可用于小区、庭院、别墅,其线条流畅、简洁美观、富有浓郁的现代气息,让小区生色,让庭院生辉,让别墅具有时代的高品位。桥梁防撞护栏产品造型美观,而且牢固,防腐性好,安装简单、维修方便、容易清洗、经济实用,免除维修,结构美观,与环境协调性好。是美化城市环境工程的产品!
<林芝>宏达友源金属制品有限公司 林芝做桥梁防撞护栏栏杆的生产厂家除锈分为两种:喷砂和抛丸:抛丸是叶轮高速旋转把小钢球或铁球出高速撞击零件表面的使用,所以在零件表面的氧化层,可远离的。喷砂是利用压缩空气快速吹扫石英砂表面的一种方法。不仅锈蚀,而且除油,这是非常有用的绘画。它经常用来去除零件表面的锈迹。这样,除锈后,不锈钢护栏表面粗糙,表面油垢被。对防腐卷绕和涂漆有一定的附着力。不锈钢护栏在防腐处理后,很难有效地保护内锈。研究表明,防腐不锈钢护栏厂家在除锈后的使用寿命大于5年。国标不锈钢桥梁防撞护栏生产工艺与部标是相同的,要说区别在于原材料厚度的选择和检测方法上,通常国标不锈钢护栏选择的板材壁厚为下差0.5或者0.6得,但是5037不锈钢护栏通常选择板材的下差厚度为1.0,不锈钢护栏出厂前9711标准的钢管通常需要两道检测工艺,一种是水压测试,另外一种是探伤,探伤通常是通过超声波检测,两道工序确定了钢管的承压能力和焊缝的质量、焊缝质量要求均匀,9037标准的钢管通常只是进行水压测试,保证好承压能力不漏水就可以了那么在选取桥梁不锈钢护栏网是我们怎样才能判别那些不锈钢护栏网即耐用有结识呢?这个就需要我们施工人员注意了,在选取不锈钢护栏网时需要选取防腐加工的电镀不锈钢护栏网,这种网具有结实,耐用,不受雨水浸蚀等,是比较理想的产品之一。这种不锈钢护栏网晚上在车辆的照射下,反射的亮光不刺眼睛,降低司机因为这些因素而导致的事故和迷路。不锈钢桥梁防撞护栏的处理工艺会影响其断裂实践得知,水淬火钢的冲击性能优于退火或正火钢的冲击性能,原因在于快冷阻止了渗碳体在晶界形成,并促使铁素体晶粒变细。许多不锈钢护栏是在热轧状态下销售,轧制条件对冲击性能有很大影响。较低的终轧温度会降低冲击转变温度,增大冷却速度和促使铁素体晶粒变细,从而提高不锈钢护栏韧性。厚板因冷却速度比薄板慢,铁素体晶粒比薄板粗大。所以,在同样的热处理条件下厚板比薄板更脆性。因此,热轧后常用正火处理以改善钢板性能。热轧也可生产各向异性钢和各种混合组织、珠光体带、夹杂晶界与轧制方向一致的定向韧性钢。珠光体带和拉长后的夹杂粗大分散成鳞片状,对夏比转变温度范围低温处的缺口韧性有很大影响。

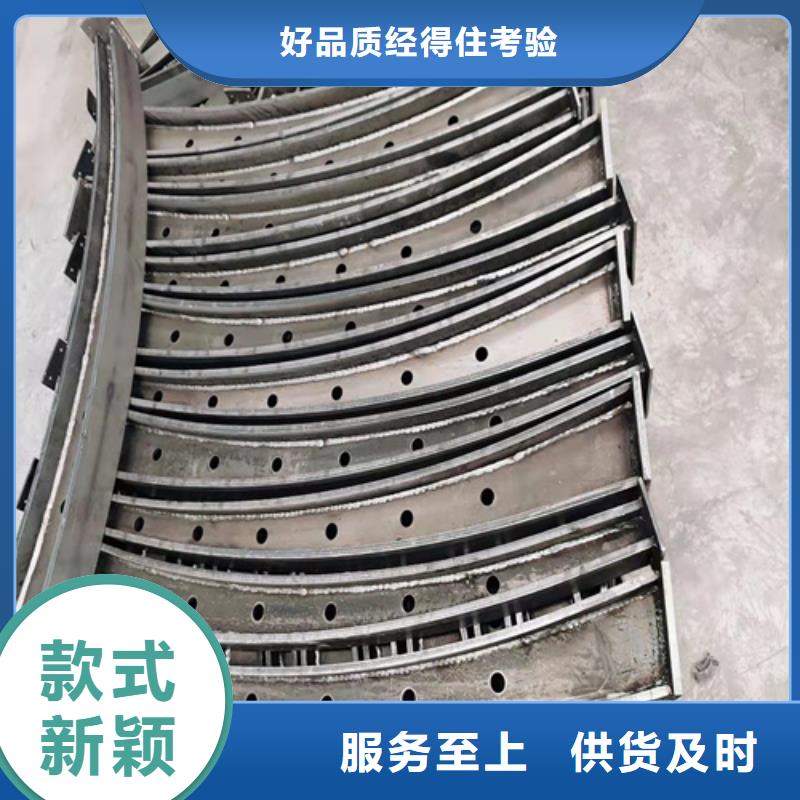
不锈钢桥梁防撞护栏的主要施工方法:1.施工前应进行现场放样,准确计算各构件长度。2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。
 <林芝>宏达友源金属制品有限公司
<林芝>宏达友源金属制品有限公司