| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |

聚贤丰汇金属材料有限公司是一家从事 贵州铜仁锻件加工的生产的现代化企业。本公司始终坚持“质量为根、诚信是魂”的经营管理理念,连续多年来被工商行政管理局评定为重合同守信用单位。主要产品有: 贵州铜仁锻件加工等。公司拥有严格的管理制度,先进的生产工艺,高素质的销售团队,严谨的检测程序,明晰的财务管理,打造出了一支精诚合作团队。不断提高产品综合竞争力,在国内外市场享有良好的声誉。




15CrMOR特厚钢板切割厚度520mm一平方多少钱?聚贤丰汇特钢有限公司是一家从事销售特厚板切割、耐磨板、合金板、弹簧钢板、锅炉容器板、高强板等现货及加工切割为一体的大型现代化企业,
虽然,钢板切割较好掌握,但适用于专业切割钢板,将钢板切割成不同体态,规范的成品工件,便于立即应用。但是在生产加工过程中,要根据厚、薄、特性、切口标准等因素,明确采用何种钢板进行切割,才能进行专业切割。而且在明确采用哪种钢板切割专业之前,有需要把握好钢板切割专业有哪些,不同的钢板切割专业又有哪些特点。
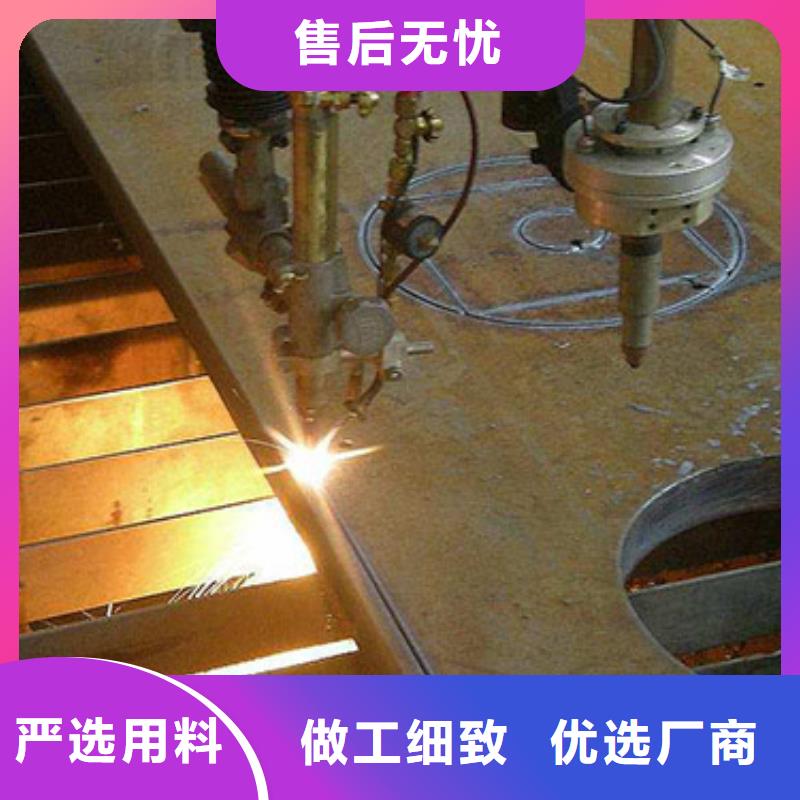
市面上销售较为普及的钢板切割专业有,火焰切割专业、低温等离子切割专业、激光发生器切割专业等。
烧结切割降低了成本,烧结切割比较轻巧,可以随意切割,但是对于技术工人来说,切割标准较高,切割质量不如其他方法。火苗割断的厚薄可以根据然料的不同而不同。火焰切割能切割热轧卷板,主要是在切割碳素钢时,会选择火焰切割卷板。烧断然料包括乙炔气、碳氢化合物等。等离子体低温切割精度高,性价比高。低温等离子体可以切割不同位置的厚钢板。等离子体切割厚钢板的低温厚薄建议在4-25mm左右。
15CrMOR特厚钢板切割厚度520mm一平方多少钱?
在激光发生器上进行切割是一项昂贵的工程,因为在此过程中,切割机械设备的价格大约是100英镑,因此成本也比较高。激光器的切割精度很高,可以根据用户的要求进行选择。在加氧条件下,激光发生器能切割出厚达20mm厚的合金钢。
对钢板切割时,能根据剖析厚钢板切割的标准,区别钢板切割专业的优缺点,明确使用哪种钢板切割专业更适合。板材切割生产加工具有五光十色的工作经验,完善的专业技能,能根据用户标准,对板材进行准确切割。
钢板切割技术作为工业生产的原材料,大多是制造出来的。到目前为止,所有传统工艺品都采用数控火焰切割和超低温等离子切割机。近年来,随着我国工业生产中智能制造系统的加速发展,各种制造工艺对激光切割技术的要求越来越高。过去,在激光切割的整个过程中,日常清洗会出现划痕、裂纹、凹痕、歪斜等问题,严重危及延期交货的质量。
15CrMOR钢板切割,从字面上讲,是一种激光切割建筑机械设备的方法,主要是利用蒸汽的火焰作为专用的激光切割工具,将须激光切割的设备升温,使金属高分子材料能够保证其燃点,然后释放高压氧舱中的气旋,从而在金属高分子材料中造成缝隙。是制造工程建材的常用方式。
随着21世纪的到来,每个人的日常生活变得越来越快,新技术的应用逐渐融入到每个人的日常生活中。钢板切割也是人类智商的结晶,现在与人们的日常生活息息相关。伤口应用广泛,在很多行业发挥着不可替代的作用。
钢板切割的发展趋势离不开大家的日常生活。需要的是时尚潮流的发展趋势。智能控制系统展示在每个人日常生活的每个角落。我坚,用不了多久大家就会看到类似智能机器人常见的智能激光切割工具,那么让我们想象一下,温度实际操作的自动切割机是否更简单方便。我觉得,设定好温度后,自动切割机就会停止加热,这样就避免了点火过多导致缝隙无法闭合的麻烦。在一个快速发展的世界里,这种削减越来越有需要。与传统的激光切割方式相比,更接近每个人的智能系统流程。激光切割智能控制系统成为钢板切割的时尚趋势是需要的,也是现阶段行业的一大发展前景。
15CrMOR特厚钢板切割厚度520mm一平方多少钱?




20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。