| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |

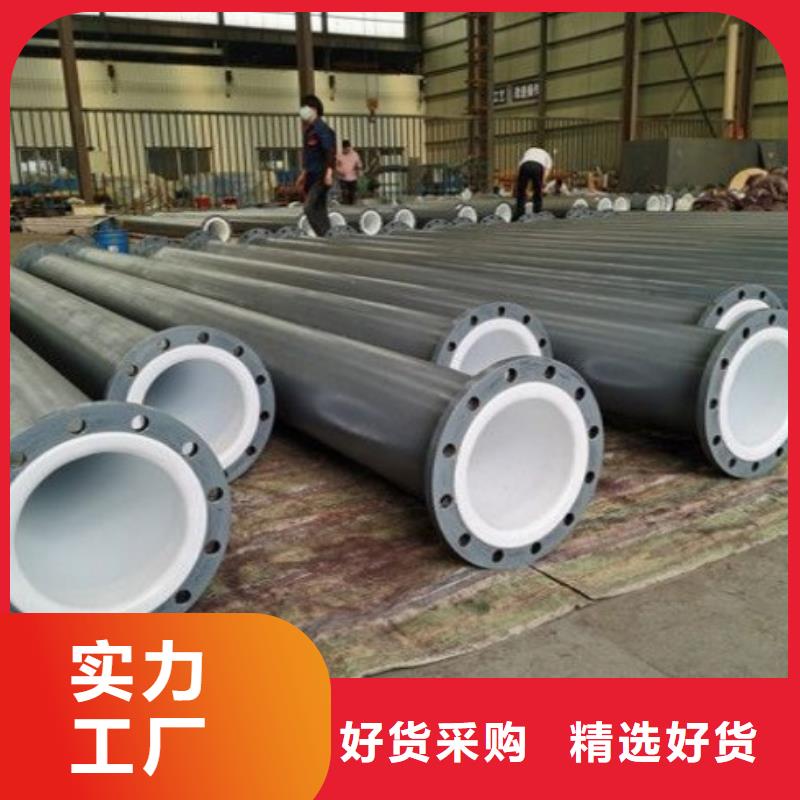
衬塑钢管越来越得到了市场的认可
呈现出品种繁多的局面,这一方面说明我国在衬塑钢管品种的开发能力较强,但另一方面品种太多就会带来整个复合管市场的混乱,加上在管材宣传上片面性,使得广大用户面对众多管材无所适从。
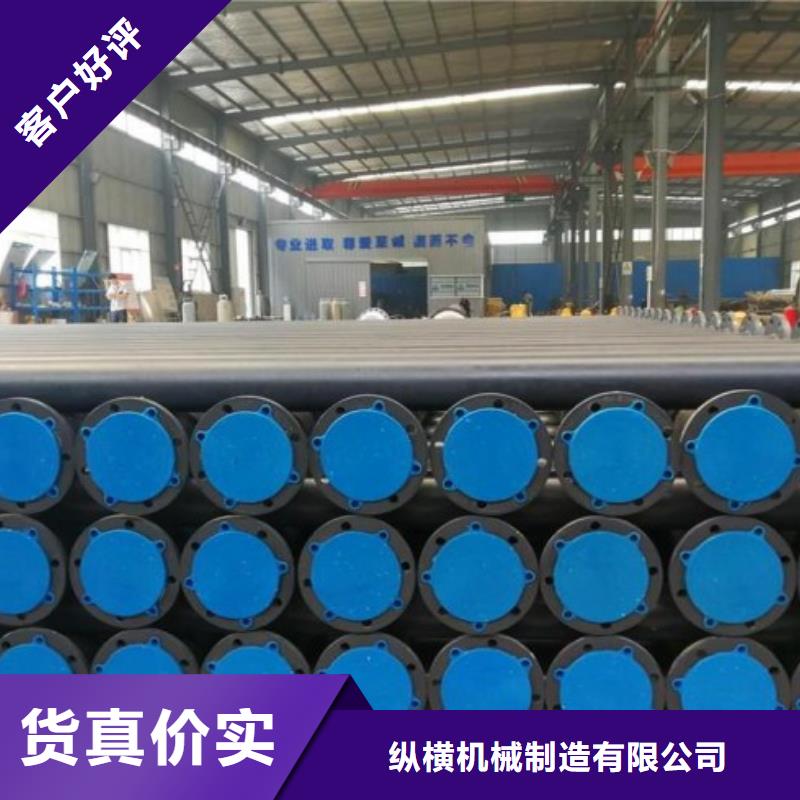
另外,衬塑钢管的线膨胀系数小,安装后不易发生变形。科技发展迅猛的今天,人们对所需要材料的要求也越来越高,前几代的矿用管道系列产品用得都不是很理想,总是出现这样那样的问题,而且稳定性不好,随时可以导致危险的发生。比如第四代矿用钢丝网复合塑料管虽然较钢管的重量有所减轻,但与钢管相比,仍存在强度低、塑料易变性等不足。
伴随着镀锌钢管淡出历史舞台而逐步推广开来的衬塑钢管,不仅因为融合了金属管和塑料管的优点而赢得了工程界的赖,而且以其低廉的价格赢得了市场的认可。衬塑钢管的发展得到了 管理部门的极大支持,并不断发布新的产品标准。而塑料管虽然耐腐蚀,但线膨胀系数大,易弯曲,安装后易发生变形。
因此必须按规范加装伸缩节或采取其他补偿伸缩的措施,否则在使用过程中由于热胀冷缩而易造成管与管件之间开裂而漏水。它由于两种管材热膨胀系数相差较大,若粘合不牢固而环境温度和介质温度变化又较剧烈时,就容易脱开,从而导致质量下降,因此它的技术关键在于钢与塑的“合”。这一技术目前己被国内一些厂家攻克。


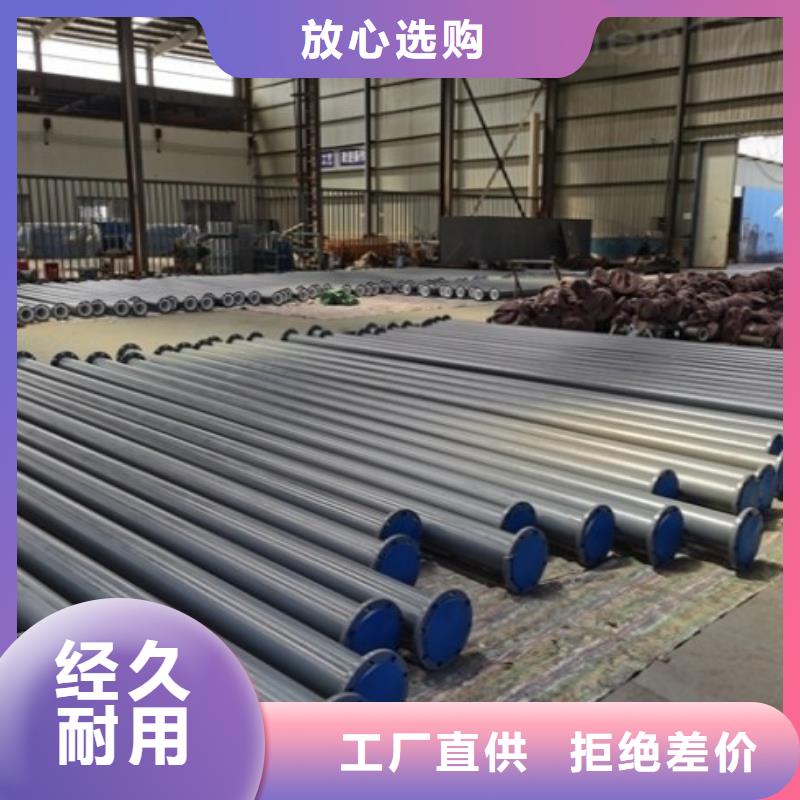
衬塑钢管生产工艺主要流程
1、流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
文字说明
1、壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
2、打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
3、加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
4、流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
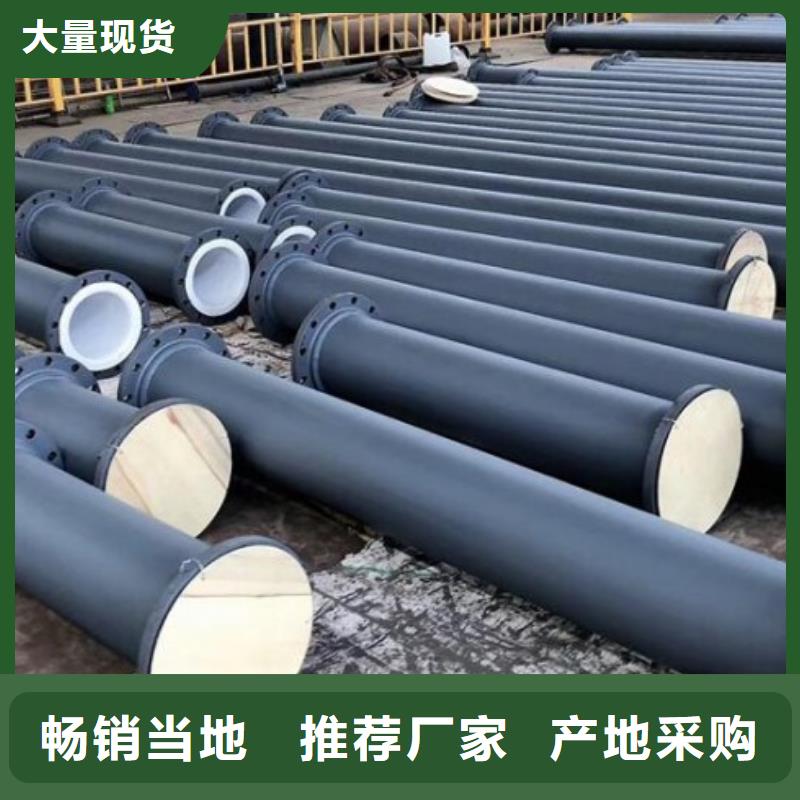
5、油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
洛阳纵横机械制造有限公司是一家集科研、开发.生产、销售于一体的多元化复合型离新技术企业。企业致力于环保节能新型产品的开发、研究与应用,专业生产耐磨,防腐蚀管道与设备。产品分为超髙分子量聚乙烯系列、衬胶系列、衬塑系列等防腐耐磨系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
衬塑钢管系列产品是公司主导产品之一,该系列产品分为:衬塑钢管,钢衬(滚)管、钢衬(滚)PO管、钢衬PP管、钢衬PVC管、钢衬聚四氰乙烯管等,以及各种非标、成套系列衬塑设备。



纵横机械制造有限公司坚持科学管理,贯彻实施绩效评价准则,建立大质量概念下的质量标准体系,持续改进经营管理模式,提高顾客对 黑龙江大兴安岭循环浆液衬胶管满意度,竞争力。引进先进管理思 想和方法。在 黑龙江大兴安岭循环浆液衬胶管行业打造了完善的信息化管理平台,提高了决策水平、管理效率和质量。坚持“满足并努力超越顾客的所有需求”的质量方针,追求顾客满意。