以下是:数控等离子切割机,激光切割机光纤激光厂家质量过硬的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
数控等离子切割机,激光切割机光纤激光厂家质量过硬,华宇诚数控科技有限公司为您提供数控等离子切割机,激光切割机光纤激光厂家质量过硬,联系人:,电话:18986290037、18986290037,QQ:1051088151,请联系华宇诚数控科技有限公司,发货地:武汉江夏区庙山工业园特1号发货到广东省 阳江市 江城区、阳西县、阳东区、阳春市。 广东省,阳江市 阳江市是北部湾城市群城市之一,粤港澳大湾区与北部湾城市群之间的重要节点城市、滨海旅游城市;是广东省海洋大市,海洋资源丰富;拥有中国十大美海岛、首批海洋公园海陵岛、以“地质公园”凌霄岩为代表的阳春山水和宋代古沉船“南海一号”。曾获“中国旅游城市”、“园林城市”、“卫生城市”、“中国幸福感城市·宜业宜居之城”、“中国刀剪之都”、“中国风筝之乡”、“中国温泉之乡”、“中国蚝都”、“中国诗词之市”、“中国楹联文化城市”等荣誉。
想要一睹数控等离子切割机,激光切割机光纤激光厂家质量过硬产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
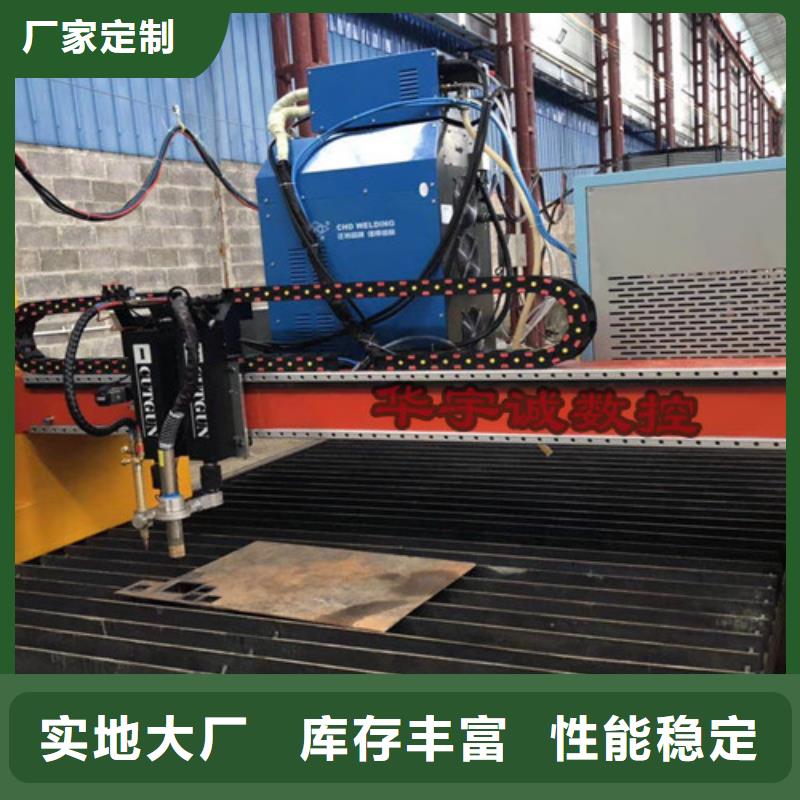
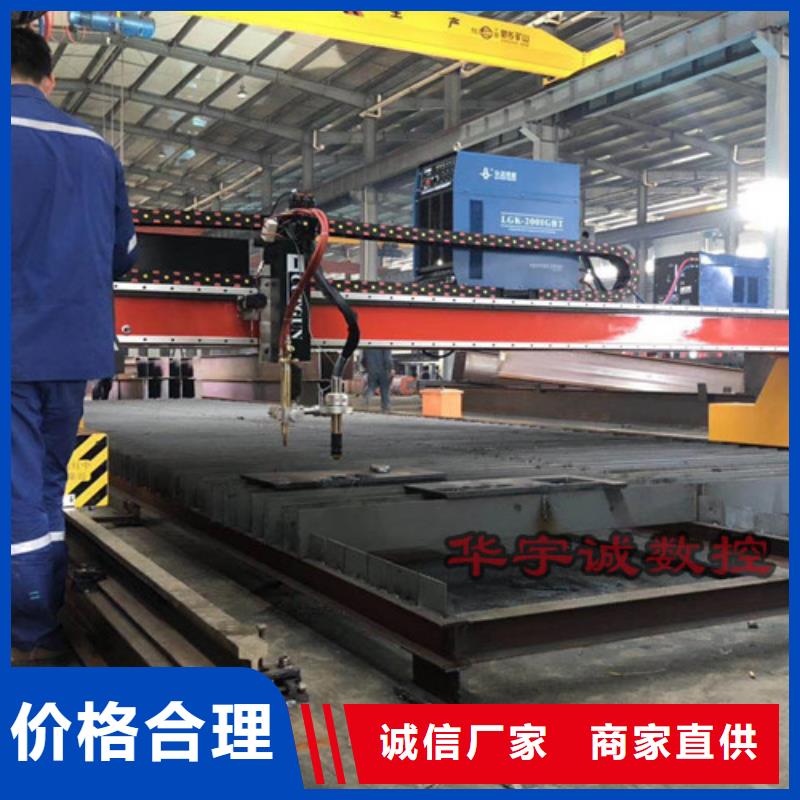
以下是:数控等离子切割机,激光切割机光纤激光厂家质量过硬的图文介绍
专业销售 广东阳江广告光纤激光切割机价格。
华宇诚数控科技有限公司
将继续秉持“追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户,坚定不移地做中国的不锈钢材料供应商。
经营宗旨:的品质和服务创造企业品牌。
经营理念:以人为本,开拓创新,持续改进,追求卓越。
质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。
环境方针:遵守法规,减废防污,持续改进,绿色环保。
公司理念:诚信经营贴心的服务诚心的交流,顾客满意是企业永恒的追求


数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。

数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。数控等离子切割机手工编程大体过程如下:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析,枯燥、繁琐、易出错、指令语法难记忆。而对复杂的加工零件描述点过多更不适用。自动编程时AutoCAD20oo可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码,则可以避免人工编程复杂的记忆。明显提高编程效率和编程质量。尤其是在复杂的轮廓编程中,更能发挥其优势。数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成,它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息,与形状位置有关的信息有两个:数控等离子切割机一是顶点(VERT.Ex)的坐标值,二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形,可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值,这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时,如护栏花形、文字等,也可用LINE命令,利用粗插补的原理,连续描述零件实体轮廓外形,直接生成顶。


正确设定数控等离子切割机的弧压自动调高目前数控切割设备在各工业行业的应用逐渐扩大,但在实际应用中操作人员总会遇到各个方面的问题。今天结合我们海斯科技的弧压调高器来讲解一下关于数控切割机自动调高的设定问题。首先将数控等离子切割机系统切割模式设为等离子模式,开启弧压调高器电源。接下来就从下面三个方面来设定自动调高器。图片1.测试手动调高是否运转正常试按调高器上手动上升(TORCH↑)、下降(TORCH↓)按钮,观察割炬运动方向是否正确;在割炬上限位置点按手动上升按钮,割炬应没有上升动作,此时按下降按钮,割炬应下降;在割炬下限位置点按手动下降按钮,割炬应没有下降动作,此时按上升按钮,割炬应上升,确认上限位、下限位动作可靠。若割炬不能上升(或下降),可能是割炬处在上限(下限)位置上,或者上限位开关(下限位开关)损坏。请及时更换损坏的限位开关,否则会因开关不动作导致调高电机损坏。2.初始定位测试按调高器上初始定位(IHS TEST)按钮,此时,等离子割炬应以初始定位下降脉宽(IHS DOWN PWM)设定的速度向下运动,喷嘴接触钢板后停顿,并以初始定位上升脉宽(IHS UP PWM)设定的速度上升定位时间(IHS时间),到达适当的起弧高度停止。起弧高度一般为切割高度的1.5~2倍,根据等离子电源的说明书来设定,如切割高度为1.5mm,其起弧高应该为3mm左右。用户可以根据切割经验,调整定位时间来改变起弧高度,以在减少耗材损伤的前提下达到的切割质量。3.弧压测试按调高器上初始定位(IHS TEST)按钮,使割炬到达起弧高度,再点按调高器上弧压测试(ARC TEST)按钮,起弧成功,观察弧压监视窗口中测到的弧压值。检测到的弧压值应该与弧压设定值相近。若两者相差太大,请调整弧压设定值,使之相近,否则,会引起切割时切割高度太高或使割炬在切割过程中撞板,两种方式下,都会导致切割质量下降,并引起割炬耗材的严重损伤 。经过以上测试后,我们就可以开始正式切割了。实际使用中,切割的具体参数和割炬易损件,输入电压,空气压力...都有关系,操作人员应该积极去了解和学习设备的相关专业知识,从而积累一些使用经验。以便让设备发挥出更好的使用效果!



今年在广东省阳江市购买数控等离子切割机,激光切割机光纤激光厂家质量过硬有了新选择,华宇诚数控科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的数控等离子切割机,激光切割机光纤激光厂家质量过硬产品。如需购买或咨询,请随时联系我们,联系人:-18986290037,QQ:1051088151,地址:江夏区庙山工业园特1号。