| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
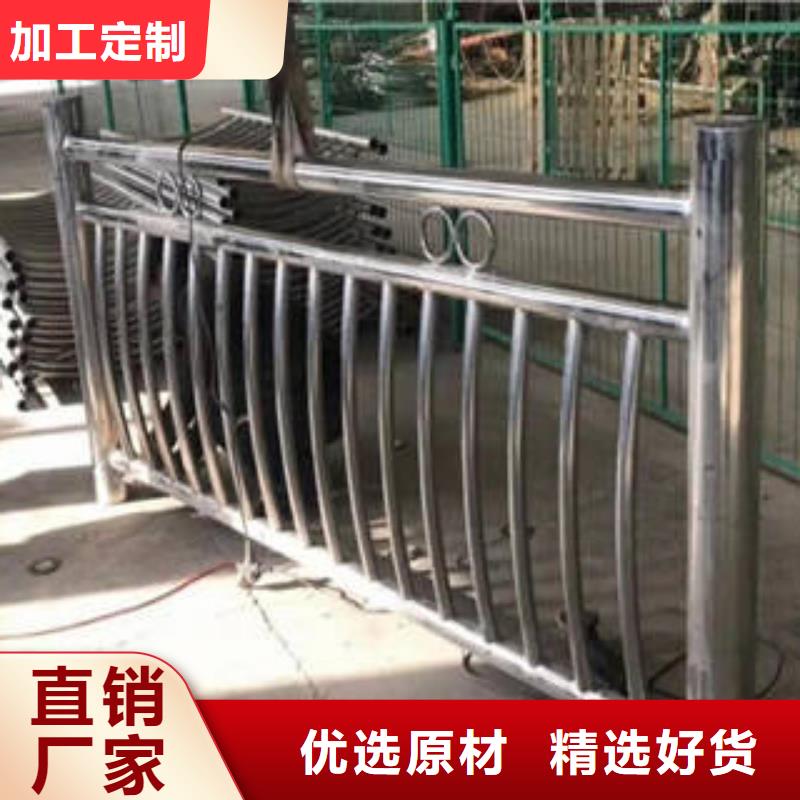
鑫海达不锈钢复合管生产制造厂家有限公司座落于是一家从事 山东滨州桥梁护栏立柱的生产加工为一体的现代化企业。先进的生产设备现代化外贸产品加工厂,在产能的同时致力于出口产品的精工细作、研发生产。我们将以真诚的服务,过硬的质量来迎接每一位新老客户。愿我们迈着新时代的步伐,协手并进,共创辉煌!我们始终秉承“信誉di yi,质量为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。



不锈钢复合管车间拥有多条自主知识产权生产线,专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工。先进的生产工艺和严格的检测手段,使企业产品全部通过不锈钢复合管(GB/T18704-2008)。公司全体员工自从事工程制作、施工以来,积累了许多施工技术和,能在短期内,高质、的完成各种工程,公司现引进先进项目体制和市场研发应用能力,从事专业不锈钢/碳素钢复合管大型道桥栏杆设计、生产、制作、安装。不锈钢复合管是由不锈钢管与碳素钢管复合而成的,技术含量高,设备精密,工艺先进产品,采用电脑自动控制。
热塑性塑料给水管路设计工作压力,温度为20℃时一般是指输送介质塑料管材承压能力。选择冷水管道时,一般以此 值作为选择,但随着被传输介质温度升高和塑料给水管路使年限,其承压能力将逐渐下降,因此选择热塑性塑料管材作热水管时,考查其在热水温度下长期承城市力能作为选择。复合性管材主要材料仍以热塑性材料为基础,金属材料能其刚度和抗拉、抗冲击能力及刚性支撑能力。但不同材料变化改变管道承压能力,故复合材料管道针对输送冷,热水选择不同管材。 线性系数
不锈钢特钢复合管是由不锈钢和特钢两种金属经过复合工艺生产制造,随着城镇化加快,社会基础性设施建设工程被广泛该种管材,主要表性为不锈钢复合管栏杆。该种形式栏杆主要在桥梁、公路、铁路等防撞护栏方面,对于外人士人身具备一定保护作。
随着现在技术发展,早起不锈钢复合管压力管道,因为在生产时由于钢带成困难,焊接工艺娜大。施工中,管道连接仅为管件连接,因PSP管材较大,所铜 管件、不锈钢管件造价高;铸铁管件防腐性能差,不能确保管道使寿命问题了解决,现在复合管也了普及。行业人士该知道复合管压力管采钢带辊 压成为钢管并进行氩辉接焊技术,采内外复合塑料层,中间为增强焊接钢管复合结构。既克服了钢管存在易锈蚀,使寿命短和塑料管强度低,易变形等缺陷;同时又 具有钢管和塑料管共同优点,如隔氧性好,有较高刚性和较度,埋地管容易探测等。



生活中我们经常看见各种各样的不锈钢楼梯扶手,比起木扶手,不锈钢楼梯扶手更耐用且美观,所以得到许多人的青睐。那么大家知道不锈钢楼梯扶手的做法是什么。安装方法又是什么吗。
今天,就和我们一起来学习一下吧。
不锈钢楼梯扶手的做法:首先是将预埋线安装完成,这是整个流程基础部分,其次是放线,放线的时候一定要把握好细节,尽量精准,再者是安装立柱、扶手与立柱连接,后是打磨抛光,这里需要强调的一点是,在安装立柱钱,需通将线拉很长,根据场地的不同角度和扶手的幅度,制作加工出凹槽,以便后续工作开展。
然后扶手将每个扶手按照顺序依次进行焊接安装,细节工作一定要做到位,焊接缝隙之间一定要连接紧密。钢管与钢管之间焊接完成后,将焊接缝30到50毫米范围内的残渣清扫干净。待所有的工序都完成并且已经打磨抛光,需用打磨机将焊接凸出的缝隙磨平。
抛光的时候使用布砂轮或毛毡进行抛光,完成后可在表面涂上一层抛光膏,一直涂抹,知道缝隙几乎看不见为止。不锈钢楼梯扶手如何安装:楼梯扶手的制作工艺已经完成,接下来就应该进行施工操作。
操作一定要的做好准备工作,准备好相应的工具,必备的有切割机、电焊机、手提电钻、抛光机等相应的机械设备。此外,还需要备好施工过程中所需要的各种主材及辅材,如石灰石、腻子粉。接下来就是如何安装不锈钢楼梯扶手了,一切工作准备就绪,做之前一定要对整个安装施工流程了如指掌。
安装的步就是安装预埋件,在这一个步骤的时候就可以运用到焊接的方法了。以上就是不锈钢楼梯扶手的做法以及安装方法,大家都学会了吗。如果想自己安装的可按照以上方法进行操作,但是,个人能力毕竟有限,如果需要专业的安装,可找市场上专攻不锈钢楼梯扶手的。希望今天的文章对您有帮助。


不锈钢复合管护栏采用焊接热模拟技术、金相显镜、扫描电镜对耐磨复合钢管进行室温冲击韧性试验,研究了耐磨复合钢板在不同焊接热循环下的组织和力学性能变化规律,观察耐磨复合钢管的显组织、冲击韧性和断口形貌特征。 耐磨复合钢管焊接加热温度在900℃以上易因奥氏体晶粒其组织脆化,由于晶粒,且产生了贝氏体、未回火马氏体和M-A组元等非平衡组织,耐断口呈现典型的准解理形貌特征。
随着焊接热输入的,耐磨钢管的强韧性,热影响区除回火软化区外均发生脆化现象,而在900℃以下的焊接加热仍能保持的室温冲击韧性,断口呈现均匀的韧窝断口特征。当峰值温度为950℃,冲击韧性较低的原因是该区产生了未回火马氏体和块状铁素体,当热输入为10kJ/cm左右时,焊接粗晶热影响区的显组织以贝氏体铁素体和粒状贝氏体为主,奥氏体晶粒及奥氏体柱状晶都能够焊缝的韧性。
耐磨复合钢管的热影响区焊接热影响区中冲击韧性较差的区域,中高含量的强碳、氮化物形成元素高温状态重新固溶后。 热影响区脆化是由于晶粒的粗化以及粒状贝氏体、上贝氏体、M-A组元等非平衡中低温转变产物数量增多造成的,在奥氏体中的扩散速度滞后于晶界的迁移速度,以及块状铁素体的存在,进而产生过饱和的室温组织是引起组织脆化,其冲击韧性损失达母材的94.5%,脆化现象严重。



不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。
其独特之处在于:它把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。2.5焊成型法焊成型工艺是靠产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。
2.7激光包覆法用高功率激光设备对钢管进行外包覆。合金粉末经自动进料器送到母管的激光束照射区,激光束熔化粉末和工件表面薄层后,用螺旋包覆法便可完全包覆整根钢管,制成双金属复合管。其主要技术特点为:一、具有良好的机械性能。
修复焊接裂纹的内衬不锈钢复合管。可利用砂轮研磨机裂纹,减少裂缝硬化边缘,再进行渗透探伤检查,确认裂纹。判断裂纹深度选择焊条进行修复,如不锈钢焊条、碳钢电极、电隔离层。内衬不锈钢复合管表面裂纹现象及处理方法内衬不锈钢复合管具有高韧性、抗疲劳性、易焊接等优点,广泛应用于五金、造船、、机械等领域。
2.6粉末冶金法在碳钢或类似材料制成的母管与金属薄壁管之间加入粉末充填层,管子两端分别用底板密封。在预定的温度下加热,再热挤压成复合钢管。用酸洗方法去掉底板和金属薄壁管。根据不同的用途,复合层可为外层或内层。