以下是:【止水铜片聚丙烯网状纤维价格实在】的产品参数
| 产品参数 |
|---|
| 产品价格 | 10/米 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 995 |
|---|
| 运费说明 | 面议 |
|---|
【止水铜片聚丙烯网状纤维价格实在】,金鸿耀工程材料有限公司为您提供【止水铜片聚丙烯网状纤维价格实在】的资讯,联系人:程经理,电话:15650312333、15650312333,QQ:728882077,发货地:聊城羊里街道办事处发货到山东省 枣庄市 薛城区、峄城区、台儿庄区、山亭区、滕州市。 山东省,枣庄市 枣庄在唐宋时形成村落,因多枣树形成村庄而得名。枣庄是中国“海峡两岸交流基地”和“全国健身秧歌城市”,因铁道游击队和台儿庄大战而闻名中外。境内A级景区共有47家,其中5A级景区1家、4A级景区12家、3A景区18家,4处湿地公园。境内旅游景点有台儿庄古城、微山湖湿地红荷风景区、抱犊崮、冠世榴园、墨子纪念馆、鲁班纪念馆、铁道游击队影视城等。
我们精心制作的【止水铜片聚丙烯网状纤维价格实在】产品视频已经准备就绪,探寻【止水铜片聚丙烯网状纤维价格实在】产品背后的故事,视频带你走进精彩世界!
以下是:【止水铜片聚丙烯网状纤维价格实在】的图文介绍
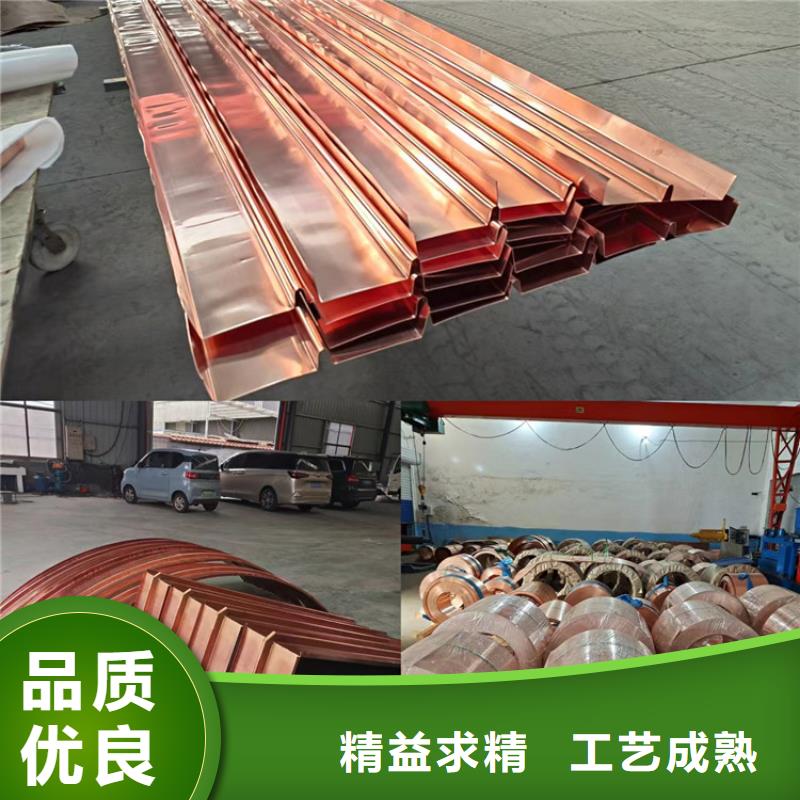
产品优势图


止水铜片按设计形状、尺寸,山东枣庄止水铜片采用专门成型机,将99.9%的工业优质纯铜根据需要长度加工挤压整体成型,确保成型质量。加工时,尽量减少接头数目(同时需要考虑物流运输的便利)。挤压加工成型的紫铜止水长度大,容易发生扭曲变形,为避免发生此现象,应尽可能靠近工作面加工,成品出口处设置托架。对于异型接头,在现场根据实际需要进行加工和连接。 铜片止水的连接方式,根据连接对象不同,连接方式也存在差异。在施工现场,主要的连接分为止水铜片与止水铜片的连接,以及止水铜片与橡胶止水带的连接。止水铜片的连接方式采用搭接焊接,焊接时采用紫铜焊条气焊,双面焊接。气焊应预热,预热温度约为400℃~500℃,气焊时,使用硼酸盐、卤化物或二者的混合物作为焊剂,焰心离开工作表面的距离应保持在2mm~4mm,焊后沿焊缝两侧100mm范围内进行热锤击。水平止水之间连接时,搭接长度大于20mm,水平紫铜片与垂直紫铜片连接时,搭接长度大于70mm。焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷,保证紫铜止水片不漏水。 止水铜片与橡胶止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70mm,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。



山东枣庄止水铜片铜片止水带的安装流程: 1、固定止水带的砼界面保持平整、干燥,安装前界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,山东枣庄止水铜片采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。 用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。 2、 止水条连接时采用平行搭接方法,紫铜止水铜鼻子内浇沥青柱前,预先放置一根在沥青里煮透的麻丝。在浇沥青柱的过程中,采取多次多层浇的方法,使沥青柱浇得比较密实,在浇沥青时速度要尽可能快,缩短层与层之间的间隔时间。止水铜片的“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。 3、根据所安装止水条的长度在约三十米处装设三通一处,三通直线两端约为一头插入止水条内,一头插入注浆连接管内,另一丁字端头应插入备用注浆内,以备缝隙渗漏水时注化学浆止水使用。 4、必须将所连接的止水条中的注浆连接管与三通联接件牢固粘结,必须保证所安装的止水条的注浆管完全通畅。安装好的止水片应加以固定和保护;对止水附近的混凝土应采取可靠措施确保浇筑质量,防止形成渗漏通道。 安装在三通上的备用注浆管,应放入内墙方向内。

产品案例

公司实力

紫铜止水山东枣庄止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。 1)搭接焊工艺 ① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。 ② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。 2)施焊操作要点 气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。 氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。 火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。 调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,

金鸿耀工程材料有限公司是一家从事(山东枣庄) 本地 山东枣庄聚丙烯纤维生产的大型企业。位于羊里街道办事处,交通便利,便于客户来访。公司自建立以来,靠有优良的产品质量和良好的售后服务,本着友善合作,诚信经营的原则,深受客户信赖及好评,欢迎广大客商合作洽谈,我们将竭诚为您服务!


选购【止水铜片聚丙烯网状纤维价格实在】来山东省枣庄市找金鸿耀工程材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:程经理-15650312333,{QQ:728882077},地址:[羊里街道办事处]。