| 产品参数 | |
|---|---|
| 产品价格 | 666/台 |
| 发货期限 | 5天 |
| 供货总量 | 1000台 |
| 运费说明 | 待定 |
| 最小起订 | 1台 |
| 质量等级 | 优质 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢/镀锌板 |
| 产品品牌 | 锐思 |
| 产品规格 | 3800mm*2100mm |
| 发货城市 | 江苏宿迁 |
| 产品产地 | 江苏宿迁 |
| 加工定制 | 是 |
| 产品型号 | RS-宣传栏灯箱 |
| 可售卖地 | 全国 |
| 产品重量 | 100KG |
| 产品颜色 | 定制 |
| 外形尺寸 | 定制 |
| 是否进口 | 否 |
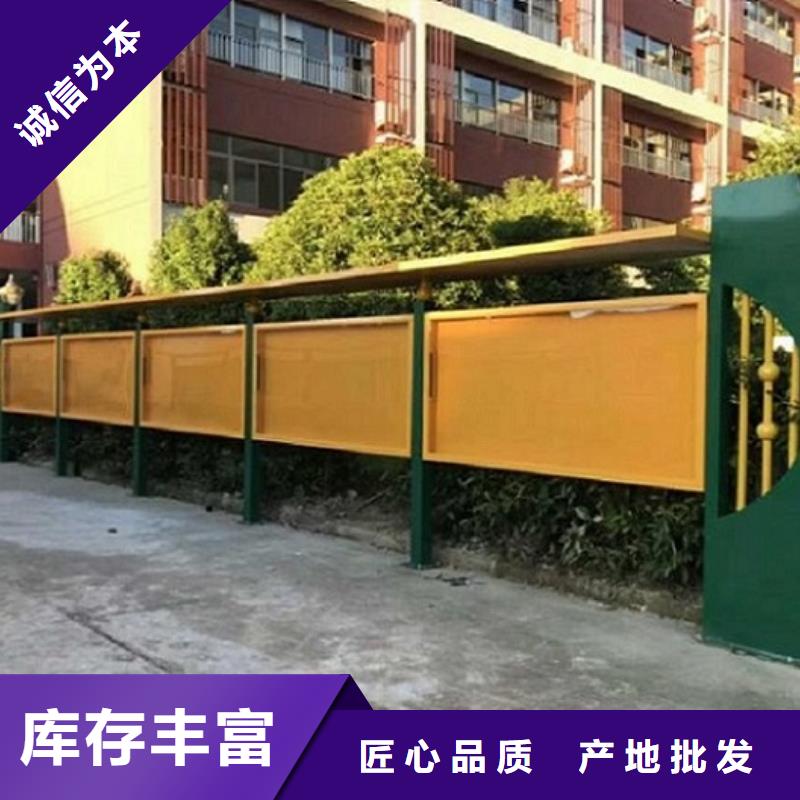
现在建设的安顺宣传栏灯箱款式时尚,功能丰富,它的特点是具有社会宣传的功用、具有美化、亮化城市的功用、具有传达信息、方便市民的功用、具有广告作用的功用、具有报纸品牌的功用。安顺宣传栏灯箱在人们阅览权威信息的同时又受到了广告信息的影响,让自己的产品知名度得到了有效的。除此之外,我们还可以宣传一些方面的知识。 安顺宣传栏灯箱是一种很有意义、很有价值的产品,在我们的生活当中,设计精美的安顺宣传栏灯箱,在吸引着我们的关注。这样出彩的安顺宣传栏灯箱,都归功于厂家在对产品的不断升级改善。 安顺宣传栏灯箱属于户外宣传设施,一些设计精巧的广告、霓虹灯多彩变化的光芒常能给人留下十分深入的形象,能引起较高的留心率,更易使其接受广告。还具有必定的强迫诉求性质,即便仓促赶路的顾客也或许用心重视。



安顺宣传栏灯箱的生产制作,少不了的一道重要工序就是折弯,对于折弯工艺而言,主要取决于折弯的角度和尺寸这两个重要的参数,也是关系到宣传栏灯箱成品美观度的一个重要的步骤,折弯时,为了保证折弯的成形尺寸和角度,需要注意以下几个方面的问题。 1、上下模对刀不同心,会导致折弯尺寸出现误差,折弯前需先对上下模刀具进行对心调整。 2、后挡料块左右位置移动后,板料与下模的相对位置可能发生变化,从而影响折弯尺寸,折弯前需重新测定后挡料块位置距离。 3、工件与下模平行度不够,会造成折弯回弹,影响折弯角度,折弯前需测量并调整平行度。 4、一次折弯角度不足时,二次折弯也会受到影响,折弯误差的累积会导致工件成形尺寸和角度误差加大,因此保证单边折弯时的准确性尤为重要。 5、折弯时,下模V口的大小与折弯压力成反比,在加工不同厚度的金属板材时,需要按规定选择合适的下模V形槽,一般选择板厚的6~8倍为合适。 6、工件在刨V形槽后在折弯机上进行折弯时,要保证上模棱边、工件V形槽底边以及下模V形槽底边在同一垂面上。 7、在对刨槽后工件进行折弯时,为了防止夹刀,上模角度 控制在84°左右。随着工艺技术的不断发展,滚动灯箱的生产厂家对制作工人的要求也越来越高。



安顺宣传栏灯箱的生产制作,少不了的一道重要工序就是折弯,对于折弯工艺而言,主要取决于折弯的角度和尺寸这两个重要的参数,也是关系到宣传栏灯箱成品美观度的一个重要的步骤,折弯时,为了保证折弯的成形尺寸和角度,需要注意以下几个方面的问题。 1、上下模对刀不同心,会导致折弯尺寸出现误差,折弯前需先对上下模刀具进行对心调整。 2、后挡料块左右位置移动后,板料与下模的相对位置可能发生变化,从而影响折弯尺寸,折弯前需重新测定后挡料块位置距离。 3、工件与下模平行度不够,会造成折弯回弹,影响折弯角度,折弯前需测量并调整平行度。 4、一次折弯角度不足时,二次折弯也会受到影响,折弯误差的累积会导致工件成形尺寸和角度误差加大,因此保证单边折弯时的准确性尤为重要。 5、折弯时,下模V口的大小与折弯压力成反比,在加工不同厚度的金属板材时,需要按规定选择合适的下模V形槽,一般选择板厚的6~8倍为合适。 6、工件在刨V形槽后在折弯机上进行折弯时,要保证上模棱边、工件V形槽底边以及下模V形槽底边在同一垂面上。 7、在对刨槽后工件进行折弯时,为了防止夹刀,上模角度 控制在84°左右。随着工艺技术的不断发展,滚动灯箱的生产厂家对制作工人的要求也越来越高。


 rsgg
92253
rsgg
92253