| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 653 |
| 运费说明 | 电联 |
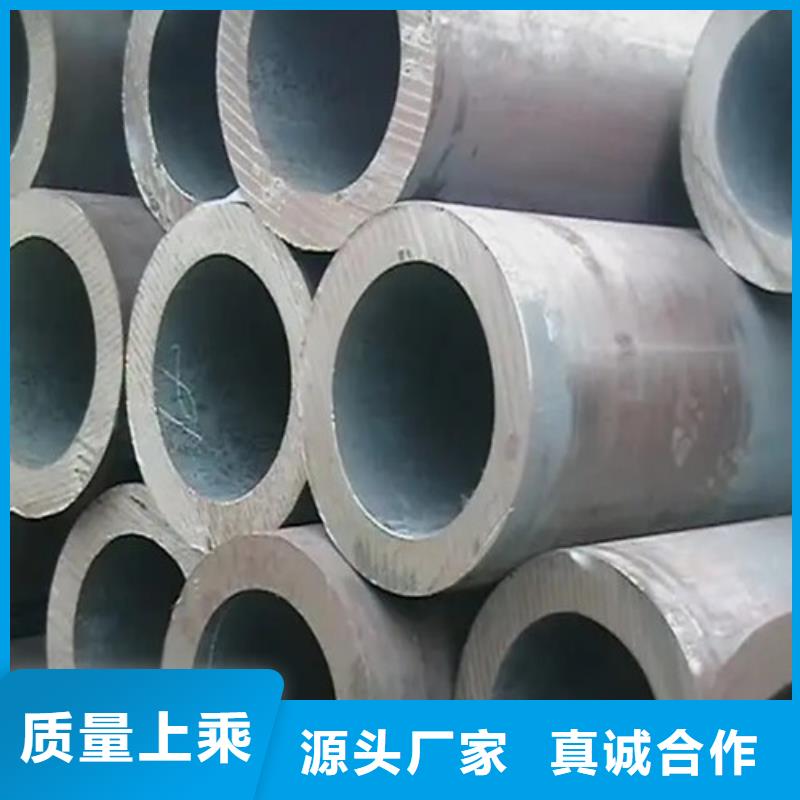
伴随着社会的不断发展壮大,城市化的现展,果洛无缝钢管的用途越来越广泛,比如电气化高速铁路、变电站、通讯设施的建设等多方面被采用。因此果洛无缝钢管的需求也在不断的增大。作为采购人员,在购买果洛无缝钢管时总会遇到各种型号、材质的果洛无缝钢管。其中就有10号、20号果洛无缝钢管。这两种型号的钢管有什么不同吗?各自有什么优势? 10号和20号果洛无缝钢管的材质不同,硬度也不一样。10与20代表的它们的含碳量的高低。在GB9948中10号含碳量为0.07-0.14,而20C含碳量为0.17-0.24。C的含量越高它的硬度及强度越高但韧性和塑性会越低可焊接性越差。10# 硬度不够,但是韧性很好,在胀接时的可靠些不容易出现裂,适合做 小口径的 管道,比如汽车上的油管20号 硬度适中,韧性也还可以,所以是用途广泛的,管道、管件、机械加工设备等等都可以用到。

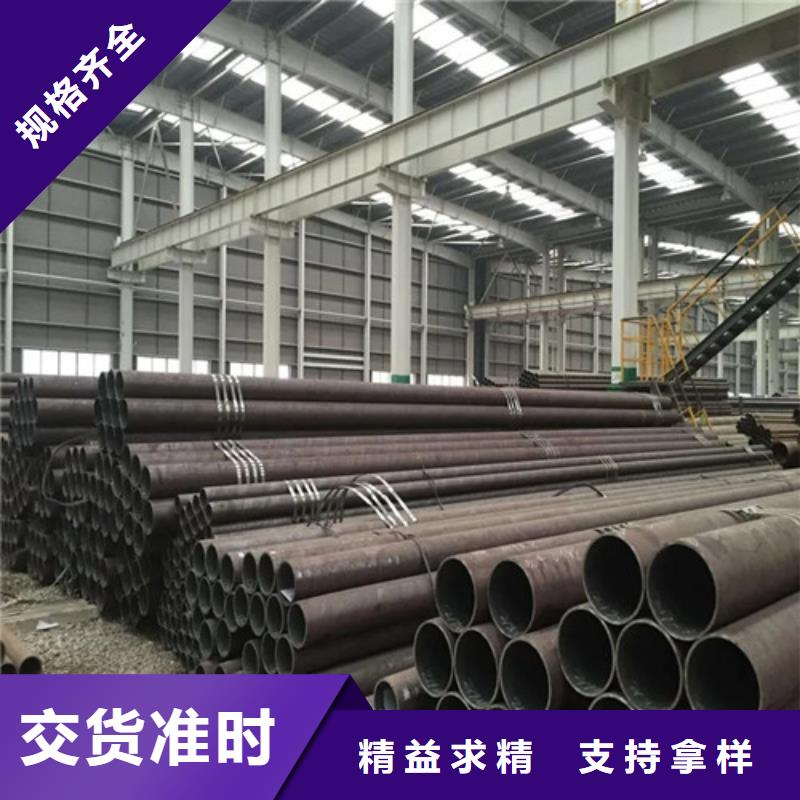
热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 果洛无缝钢管的工艺流程: 卫生级镜面管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 工业管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——恒温存放——交货