| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |
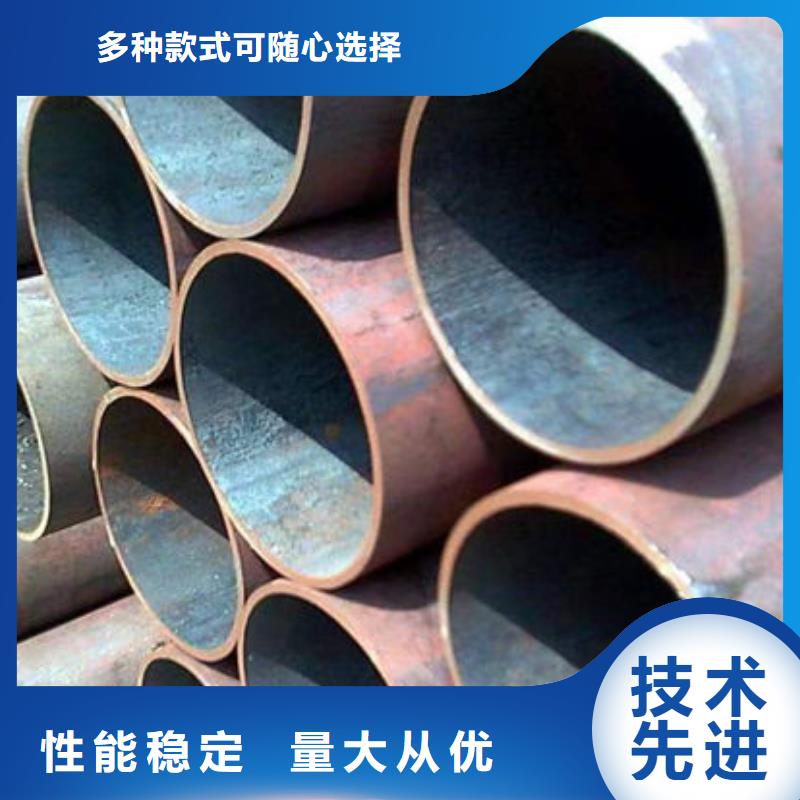
沈阳双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后沈阳钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。





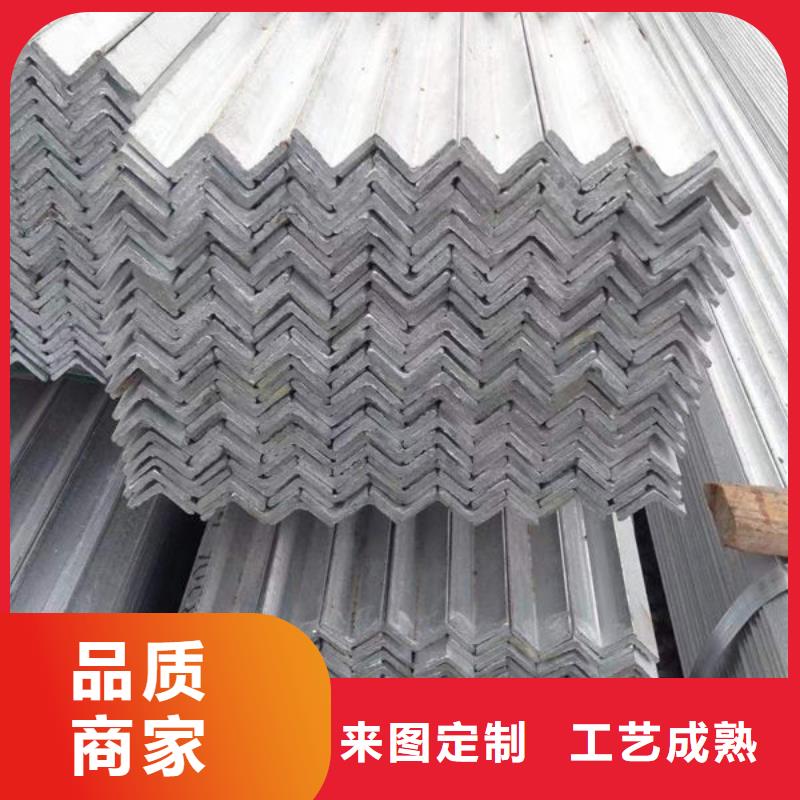
<沈阳>赣达金属材料有限公司拥有雄厚的技术力量和多年来在沈阳槽钢研制生产上积累的大量宝贵的实战经验,并不断致力于新沈阳槽钢产品的开发研制以扩大生产规模,生产更多更好的沈阳槽钢产品,回报新老客户的厚爱和所有的业界同仁的大力支持,携手共创美好的明天。