| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
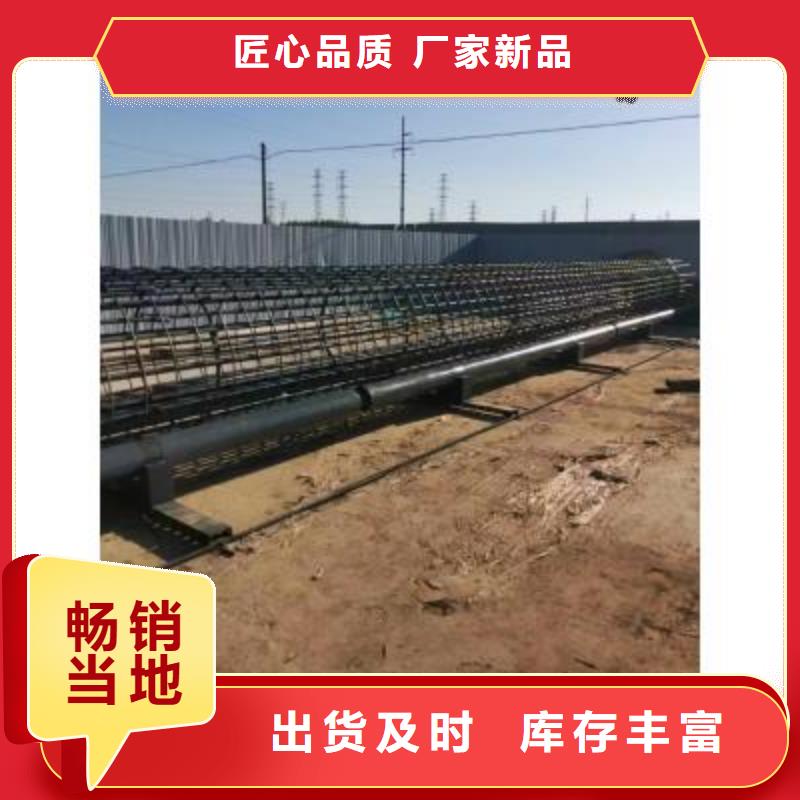
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
其次,我们应该看遵义钢筋笼绕筋机价格,一台机器的价格或多或少都在一定程度上代表了产品的质量。在选择的时候,我们需要看的是性价比,性价比高的产品总是受欢迎的,所以在选择的时候也要关注价格。购买要看的就是遵义钢筋笼绕筋机参数型号了,遵义钢筋笼绕筋机型号有很多,不同型号之间的参数也不一样。每个客户需要的遵义钢筋笼绕筋机有所不同,在购买的时候一定要认真挑选,参考产品的型号与规格,挑选合适自己的机器。遵义钢筋笼绕筋机目前是钢筋加工行业必不可少的设备之一,经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步提高。原始的手工制作、机械加工日渐不能满足现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。遵义钢筋笼绕筋机工作效率高,大大节省了人力,主要用于高速公路、高速铁路标准化建设领域、房屋建筑领域的钢筋加工场或施工现场。
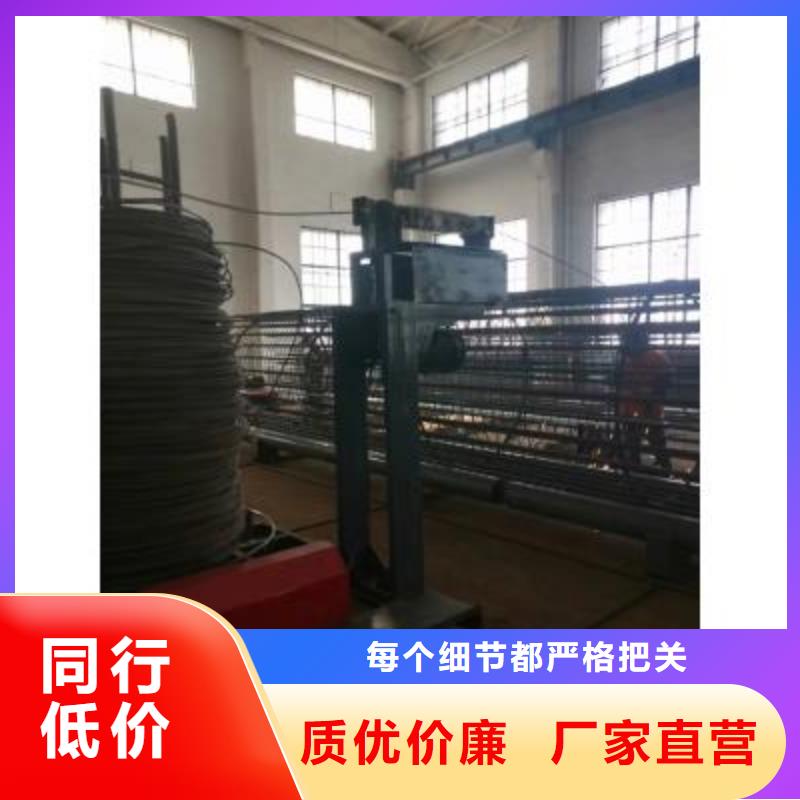
小型钢筋笼滚焊机更新换代走机械化发展道路。随着我国经济向市场经济的发展和转变,建筑机械生产在国民经济的地位日益提高。小型钢筋笼滚焊机的发展不能只停留在机械技术,还要和电子技术,自动控制,等科技相结合起来,提高其科技含量,如全自动数控钢筋弯箍机,同综合机械化,现代化的方向发展,将建筑机械生产提高到一个新层次的发展。小型钢筋笼滚焊机采用PLC和变频控制技术,使钢筋笼的绕筋精度可精准到一米内,间距误差5mm以内;其选用的二氧化碳保护焊接,焊接速度快、无焊差、质量好。小型钢筋笼滚焊机操作简单,只需2-3人就可操作,如熟练操作每天可生产400米左右的钢筋笼。是目前国内产量高、运行平稳的钢筋笼滚焊设备。钢筋笼绕筋机;
随着科技的发展和 对建筑工程的要求标准不断提高,现在很多的施工现场特别是路桥和高铁隧道等项目都用机械来取代原来的人工来加工钢筋。比如钢筋笼的制作,钢筋的弯曲,箍筋的制作等。

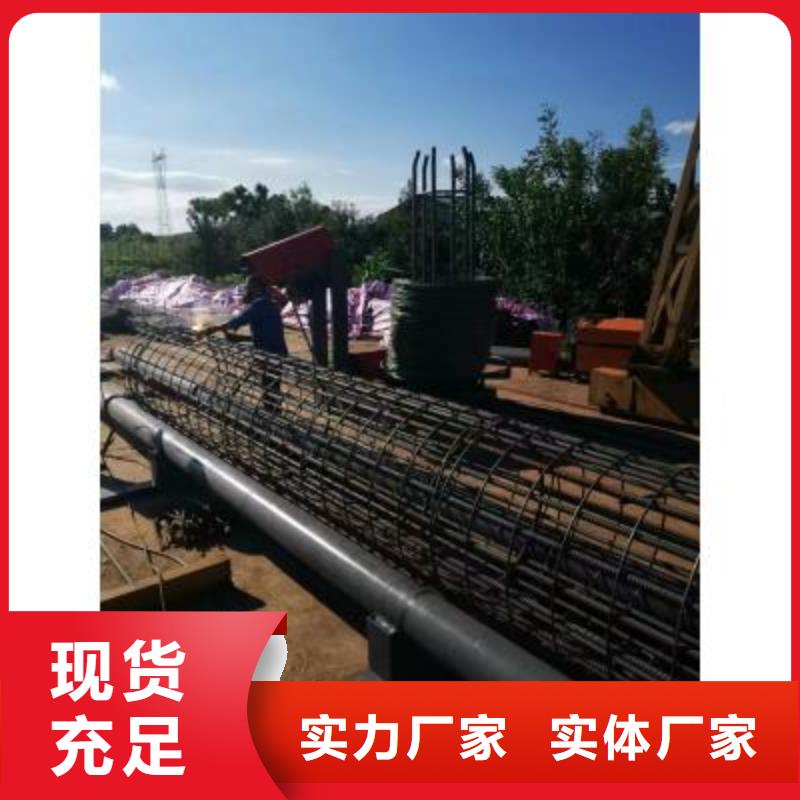
3,钢筋笼滚焊机由于设备较大放置位置有要求,需平整硬路面,遵义钢筋笼绕筋机适用环境比较多,只要相对平整即可。4,工艺,钢筋笼滚焊机是先把主筋放入机器,然后焊接内箍筋,焊接绕筋,而钢筋绕筋机恰好相反,先焊接内箍筋,再焊接绕筋。5,钢筋笼滚焊机可加工12米(定制多25米)长的钢筋笼,钢筋绕筋机可加工30米以上的钢筋笼,两款机器都可以适用主筋Φ12-32mm,绕筋Φ6-16mm,绕筋间距50-500mm。6,钢筋笼滚焊机优势:误差小成型质量高,焊点,搭载自动上料装置,控制系统采用PLC、触摸屏、变频器。钢筋笼滚焊机缺点:制作不同直径钢筋笼需配套模具,加工钢筋笼长度略短,对接钢筋笼麻烦。钢筋绕筋机优势:配备遥控器只需一人操作,对场地要求不高,加工钢筋笼速度是钢筋笼滚焊机的2倍多,可加工长钢筋笼。遵义钢筋笼绕筋机缺点:精度略逊于滚笼焊机,做完钢筋笼需人工焊接绕筋,内箍筋。综上所述,钢筋笼滚焊机适合大企业,而钢筋绕筋机适合个人私人老板。根据自身情况选择需要。.

3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
按接头形式分类;
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
钢筋笼滚焊机各步骤具体操作如下:
a)设备安装调试在设备安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;钢筋笼绕筋机
 遵义全自动钢筋卷笼机批发价格
<遵义>建贸机械设备有限公司
遵义全自动钢筋卷笼机批发价格
<遵义>建贸机械设备有限公司
切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。