| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 7天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 最小起订 | 不限 |
| 是否厂家 | 是 |
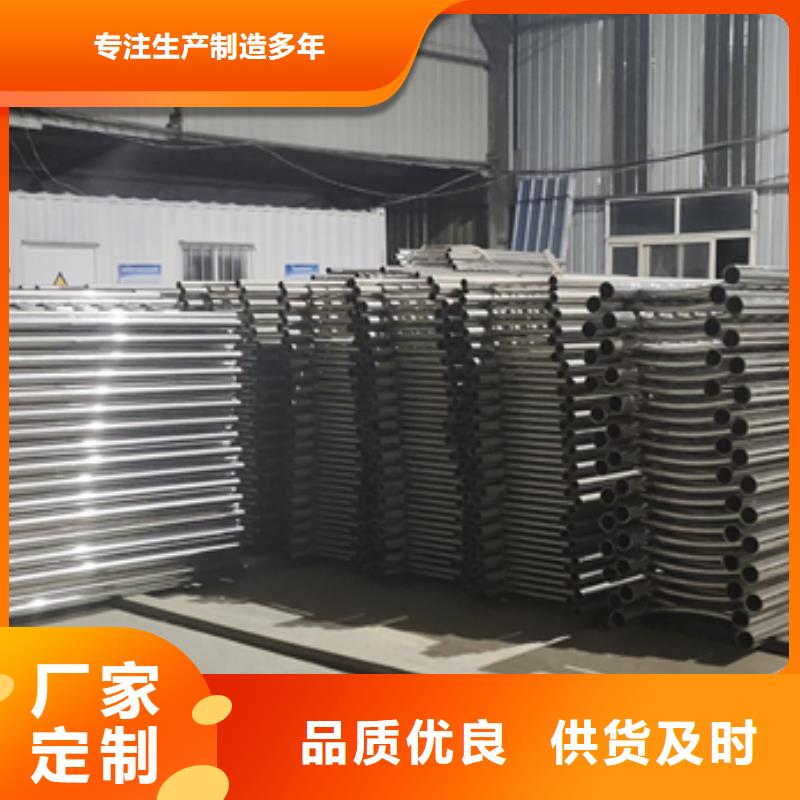
| 产品材质 | 201/304、Q235 |
| 产品品牌 | 星华金属 |
| 产品规格 | 规格齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 可定制 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 不限 |
| 产品颜色 | 黑白灰黄红橙等 |
| 外形尺寸 | 可定制 |
| 适用领域 | 桥梁/道路/河道等 |
不锈钢复合管护栏接点如何焊接?由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层。 由于复合层和基层之间不易熔焊在一起,所以在组对前,首行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。 由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以焊接施工效率。复层的焊接打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的水平和高度的责任感。
 欢迎咨询来访。
欢迎咨询来访。