以下是:自动清污机报价的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发/台 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 699 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 碳钢,不锈钢 |
|---|
| 产地 | 河北邢台 |
|---|
| 规格 | 齐全 |
|---|
| 类型 | 清污机,拦污栅 |
|---|
| 颜色 | 银灰色 |
|---|
| 品牌 | 康禹 |
|---|
| 型号 | 齐全 |
|---|
| 可定制 | 是 |
|---|
在贵州省黔东南市采购自动清污机报价请认准闸门启闭机厂家(康禹)水工机械厂,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李峰岩-13001850829,QQ:1363194730,地址:新河县城西开发区发货到贵州省 黔东南市 凯里市、黄平县、施秉县、三穗县、镇远县、岑巩县、天柱县、锦屏县、剑河县、黎平县、榕江县、从江县、雷山县、麻江县、丹寨县)。 贵州省,黔东南苗族侗族自治州 黔东南苗族侗族自治州,贵州省辖自治州,位于贵州省东南部,东与湖南省怀化市毗邻,南和广西壮族自治区柳州市、河池市接壤,西连黔南布依族苗族自治州,北抵遵义、铜仁两市,总面积30282平方千米。截至2023年3月,全州辖15个县,1个县级市。截至2022年底,全州常住人口373.13万人。
想知道自动清污机报价产品为何如此受欢迎?观看视频,答案自在其中。
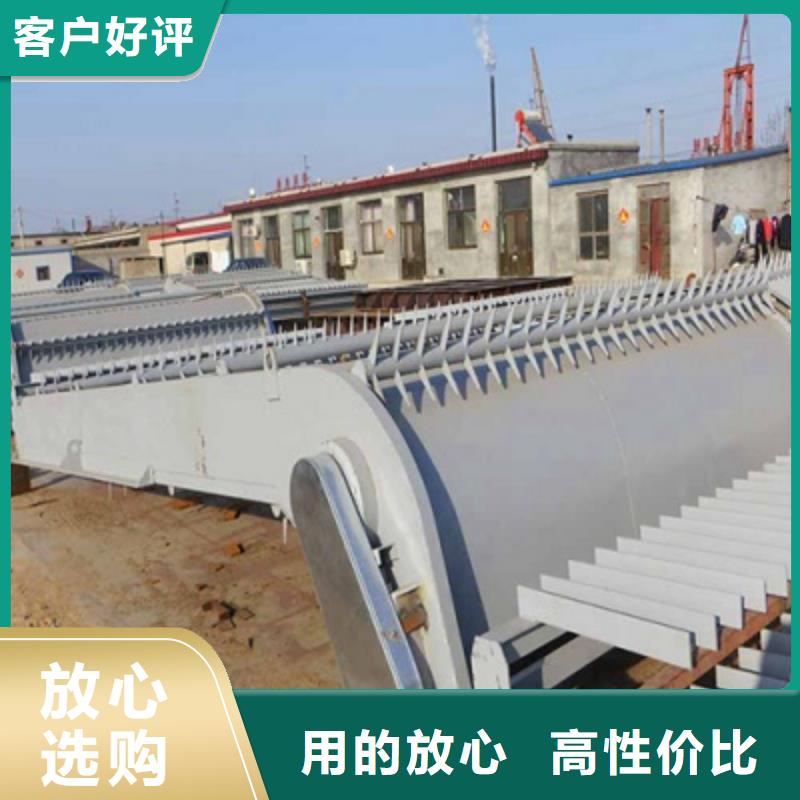
以下是:自动清污机报价的图文介绍
闸门启闭机厂家(康禹)水工机械厂是一家专业生产 贵州黔东南拍门的厂家,我公司位于新河县城西开发区,交通方便、运输方便,生产经营优势明显。公司主要产品为 贵州黔东南拍门。 我公司与各大合作伙伴建立了良好的合作关系。公司一直致力于技术创新和产品质量的研发,经公司领导和广大员工的不懈努力,公司不断取得喜人的成绩。我公司秉承:诚信做人, 踏实做事的原则,坚信:天道酬勤,致臻方达。我们相信凭借公司所有员工的诚信品德,以及质优价廉的产品,心贴心的服务,定能与各地朋友共同长远发展!



组对水头的敏感性同情况下人工清污。在调度中利用洪水消退时段及时调整加大靠近机组段或坝前漂浮污物集中段溢洪道闸门开度集中泄流,既可排走部分漂浮污物,又不会造成水量浪费。2.准确把握拦污栅清污时机一般情况下拦污栅清污的时机可根据拦污栅差压达0.02MPa为主要判据。根据灯泡贯流式水轮发电机组对水头的敏感性,同情况下人工清污在调。
用还应根据拦污栅型机组通过对比同负荷下机组间调速器协。联关系的差异,当导叶开度值相差达5%时安排清污,也是一种有效的手段。水电站清污3.确保清污机设备状态良好拦污栅清污机设备在枯水期基本上不使用,平时应做好拦污栅清污机检修、保养工作,在丰水期到来前应安排检修和试启动,并列入汛前检查项目,确保清污装置随时能正常投入使用,。还应根据拦污栅型机组通过对比同负荷。
排清污抓斗清污机的使用情况,在枯水期进行检修。水电站清污4.高对拦污栅堵塞影响机组效率的认识及时对拦污栅清污降低水头损失,不仅是非常必要的降耗措施,也是非常重要的措施。运行人员应时刻关注机组水头损失的变化,勤比较、多分析,准确把握拦污栅清污时机,及时安排清污。抓斗清污机的使用情况在枯水期进。
起升机构使清污机固定电气系统包括传动、控制和电气保护等系统,主要是起升机。构、抓斗开闭等的运行控制。清污机的电气控制和操作元件均布置在一个控制箱内,该控制箱可以放置在门机司机室内。悬挂式抓斗清污机5.悬挂式抓斗清污机工作原理抓斗清污机与坝顶门机配套使用。当清污机需要工作时,通过门机将清污机运行到指定的清污工位,操作门机起升机构使清污机固定电气系统包括传动控。
时越过斜面沿拦污栅放置在孔口上,然后进行清污,清污过程通过清污机自己的控制系统进行操作。清污机的起升机构带动抓。斗进行升降,通过液压系统操作液压缸推动耙斗进行开闭。清污时,抓斗的转耙张开并沿拦污栅胸墙下降,当清污抓斗到达拦污栅斜面位置时,越过斜面沿拦污栅放置在孔口上然后进。
一个清污工位按上述进栅条运行,并铲下拦污栅前的污物,并沿栅面下行,当清污抓斗抓满时或到达拦污栅底部后,液压系统工作使抓斗的转耙闭合后,可抓取铲齿铲下的污物,抓斗至上极限。操作门机起升机构把抓斗至坝面上,门机到指定卸污位置,抓斗张开卸污。一个工位清污。完毕后,由门机的带动清污机到下一个清污工位按上述进栅条运行并铲下拦污。



高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。



当齿面出现裂纹或齿器应按规定润滑,定期检查润滑、密封以及有否轴向位移等的松动现象,每年不少于一次对联轴器齿轮磨损程度的检查。当齿轮联轴器的齿轮。磨损或损坏部分达到原齿厚的10%,螺栓孔或滑键磨损严重,机构反7.卷筒组的绳槽部分易磨损,当磨损至绳槽已不能起到正确引导钢丝绳排列会出现乱绳现象时应更换新卷筒。8.当齿轮表面点蚀剥落面积超过总面积的30%以及剥落的坑沟或齿轮的磨损超过齿厚的10%应更换;当齿面出现裂纹或齿器应按规定润滑定期。
污控制系统其控制为轮发生胶合时应。对齿轮进行更换。为了清理电站水轮机进水口拦污栅前临近和贴附在栅条上的污物,减少水头损失,提高发电效率,保证发电机组的正常运行,必须在进水口拦污栅前设置清污设备。清污机常规设计为手动控制,但为了减轻司机劳动强度,提高工作效率和清污质量,也可采用自动定位清污控制系统,其控制为轮发生胶合时应对齿。
通过起升绳带动抓斗升手自2用,并带有位置记忆和递进功能。加上人机界面系。统,使整个清污机电控系统具有智能化的优良性能。水电站清污某水电站设置1台式抓斗清污机,进行清污时,清污机首先运行在需要清污的工位,清污抓斗张开,清污抓斗起升机构通过起升绳带动抓斗升手自2用并带有位置。
控整机的运行和故障降,并由开闭机构拉动中间的开闭。绳实现清污抓斗的开闭。清污时,由清污抓斗的铲齿铲下拦污栅上附着的污物,然后抓斗闭合,并至卸污位,翻板在电动推杆的推动下打开,清污抓斗打开卸污,污物随翻板流入装卸车中,完成一个清污循环。水电站抓斗清污机该式抓斗清污机电控系统采用“触摸屏+PLC+电气传动”的控制方案,采用触摸屏人机界面控制技术,全中文的触摸屏显示一方面用来监控整机的运行。和故障降并由开闭机构拉动。
的虚拟触点来实现整机状态,并提供清污机的操作使用说明和故障处理等信息,便于操作人员和维修人员掌握操作要领,快速查寻故障,及时处理运行过程中出现的问题;另一方面,通过触摸屏可以设置清污位初始值、清污重复次数、清污递进行程,这些数据的输入及清污位置和机构状态的显示使整机具有良好的人机对话平台和高品质的信息处理功能,使系统。具有智能化的优良性能。该清污机电控系统通过PLC采集各种,运用PLC内部的虚拟触点来实现整机状态并提供清污机的。
联系人:李峰岩,电话:13001850829,闸门启闭机厂家(康禹)水工机械厂在贵州省黔东南市本地专业从事自动清污机报价,贵州省黔东南市各个县市以及周边城市均可提供送货上门服务!
水工机械厂名片")