| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235,20,Q355,Q345,L245,L290,L360 |
| 标准 | GB3091,GB9711,API5L |
| 数量 | 2000-10000 |
| 产地 | 天津,宝钢 |
| 单位 | 申达鑫通 |


3 普通碳素钢电线套管是工业与民用建筑、安装机器设备等电气安装工程中用于保护电线的钢管。
4 直缝电焊钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
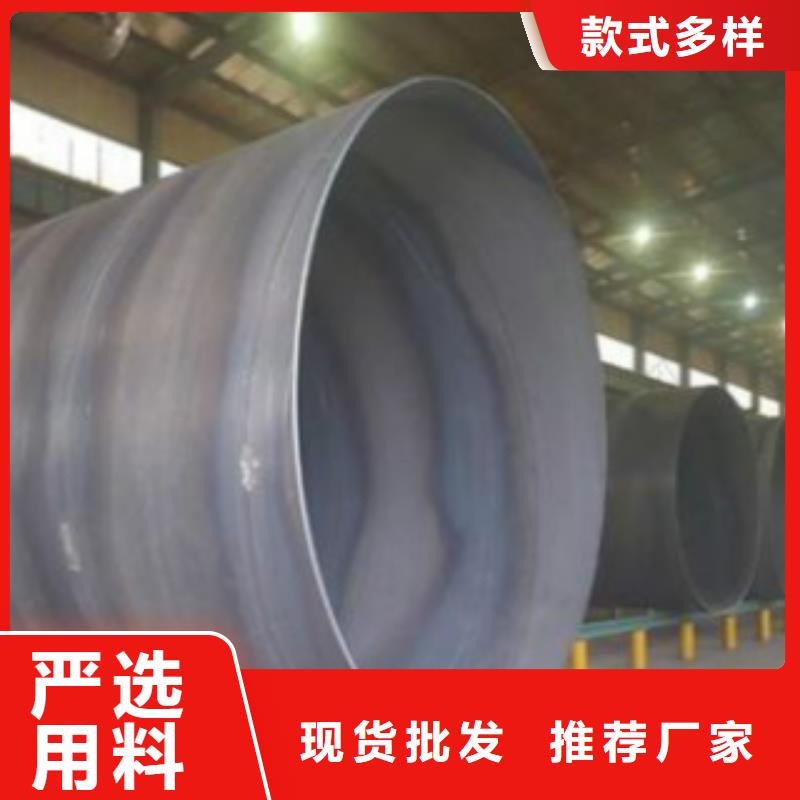
5 承压流体输送用螺旋缝埋弧焊钢管是以热轧钢带卷作管坯,经常温螺旋成型,用双面埋弧焊法焊接,用于承压流体输送的螺旋缝钢管。钢管承压能力强,焊接性能好,经过各种严格的科学检验和测试,使用可靠。钢管口径大,输送效率高,并可节约铺设管线的投资。主要用于输送石油、天然气的管线。
6 承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。



本公司技术力量雄厚,生产设备齐全、检测手段完善,主要产品有 天津C。公司拥有完整、科学的质量管理体系,坚持“质量图生存,诚信赢声誉,创新求发展”的经营理念愿以优良产品,良好的服务真诚期待国内国际朋友的光临合作!公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。张经理022-26622122



螺旋焊接钢管的加工流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。






二、螺旋焊钢管
螺旋焊钢管,英文名称SSAW(Spiral submerged-arc welding pipe),焊缝类型是螺旋缝。采用埋弧焊接的方法,内外双层焊接。埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点。
螺旋焊管制造口径较大,能够达到3000mm以上,比较适用于大口径管道输送和建筑结构。