| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |





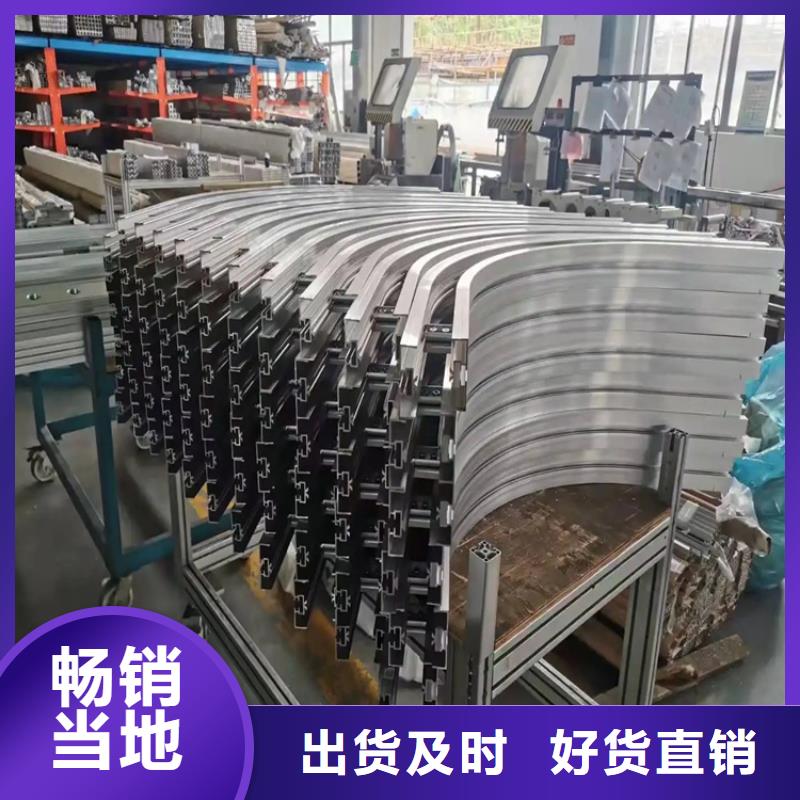
型材拉弯在弯管加工过程中会有多种办法,在必定程度上,依据其曲折成形方式可分为滚弯、压弯、推弯和绕弯,按曲折时是否运用模具可以分为模弯和无模弯;依据曲折过程中是否存在芯棒可分为有芯弯和无芯弯,依据是否加热是否可以分为冷弯和热弯。近年来,也出现了新的弯管工艺,如零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等。弯管加工主要是选用三辊轮对管材进行曲折加工的办法,对弯管半径有必定的要求,在操作中非常适用于大曲率半径的厚壁管件,而对于小半径曲折则无能为力。轧制曲折办法和作业原理与中厚板轧制基本相同,但用于弯管的轧辊具有与管坯横截面形状共同的作业表面。曲折时,只有改变主辊与从辊之间的空隙,才能完成各种曲率半径的曲折。其中,滚轮是主动轮,其余两个是从动轮。这种办法特别适用于曲折环或螺旋管件。弯管需求依照有关标准和规定加工,不管弯管的高度怎么,都不答应不稳定。加工弯管的材料需求合格、变形、开裂以及曲折管架、连接器和紧固件的其他缺陷,严禁运用弯管的紧固件,不得焊接连接件。
大家对型材拉弯工艺了解多少呢但铝型材拉弯与板才成形较大的不相同取决于,板才一般 能够觉得是各向异性的,而揉捏成型铝型材的各式各样特点则更加明显。拉弯构件承担枢轴抗拉力和弯距彼此成效下的构件变成拉弯构件。它包括轴力受拉构件和有横着载荷成效的支撑杆构件。钢架结构中拉弯构件运用偏少针对拉弯构件,假设弯距并不大而要害承担枢轴抗拉力成效时,它的横截面方式和一般枢轴支撑杆相同。弯在抗拉力和弯距的彼此成效下,横截面出现塑性铰即视作承受力的极限。但对格构式构件或冷拔厚壁槽钢构件,横截面边沿出现塑性变形就现已大部分做到抗压强度的极限。一般情况下。拉弯构件缺失整体可靠性和部分可靠性的概率并不大。是从事型材拉弯设备设计、制造、销售;拉弯工艺研讨和型材煨弯加工;拉弯产品出产的 化企业;建筑金属结构协会成员。公司正以生气勃勃的局势迅速发展。
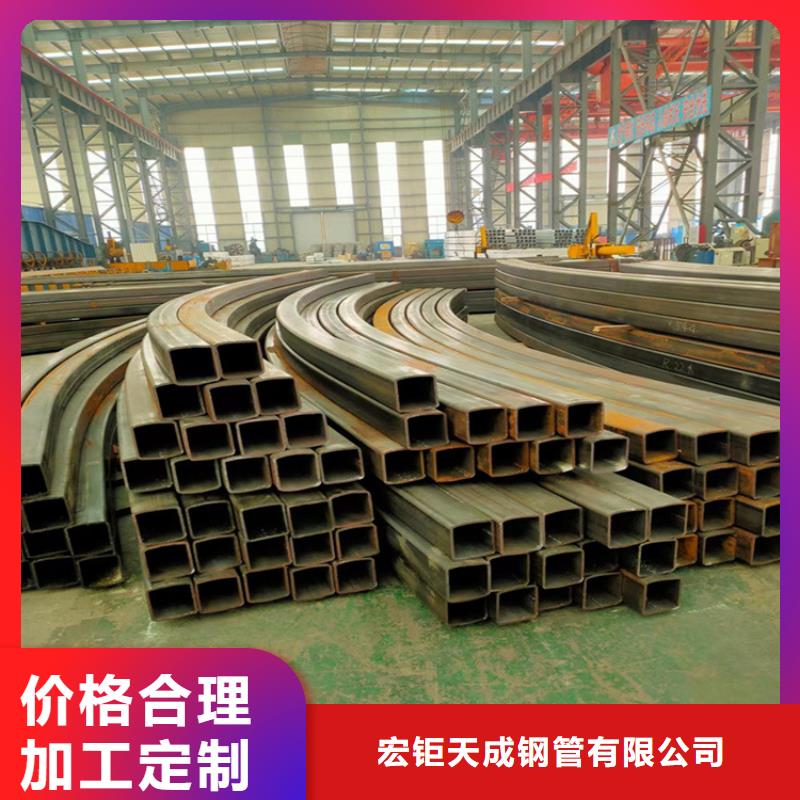
型材拉弯等体积成形设备和钣金加工设备平行开展,出现规格种类齐全、数量增长敏捷、新式产品和技术不断得到运用等景象,产品全体技术水平和数控化率继续前进,并大量完成出口,满意了我国经济开展的需求。管材加工设备方面,因为我国管材运用量激增,管材运用市场非常之大、家具职业、体育器材、锅炉职业、汽车职业、排气管上等,在规格、种类、数量等方面增长敏捷,技术水平快速前进,根本满意国内市场需求。这些日常运用品、工商业等等所需求的管材加工弯管机设备根本都可满意市场需求。机械压力机、液压机、弯管机、液压弯管机、金属圆锯机、缩管机、等管材加工设备在加工精度、可靠性、技术指标、节能减排、宜人道等方面都有明显前进。新产品开发才能及市场竞争力都大大前进。以新工艺为导向,满意新工艺要求的特别结构、特别功能的锻压设备也不断出现。比如,等数控弯管机、切管机、弯管切管缩管与一体流水线管材加工设备,特别资料锻压设备等。
型材拉弯钢材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K.式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。