| 产品参数 | |
|---|---|
| 产品价格 | 8000/吨 |
| 发货期限 | 24小时内 |
| 供货总量 | 600 |
| 运费说明 | 包含运费 |
| 最小起订 | 1 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 15CrMoG |
| 产品品牌 | 宝钢 |
| 产品规格 | 齐全 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 支持 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
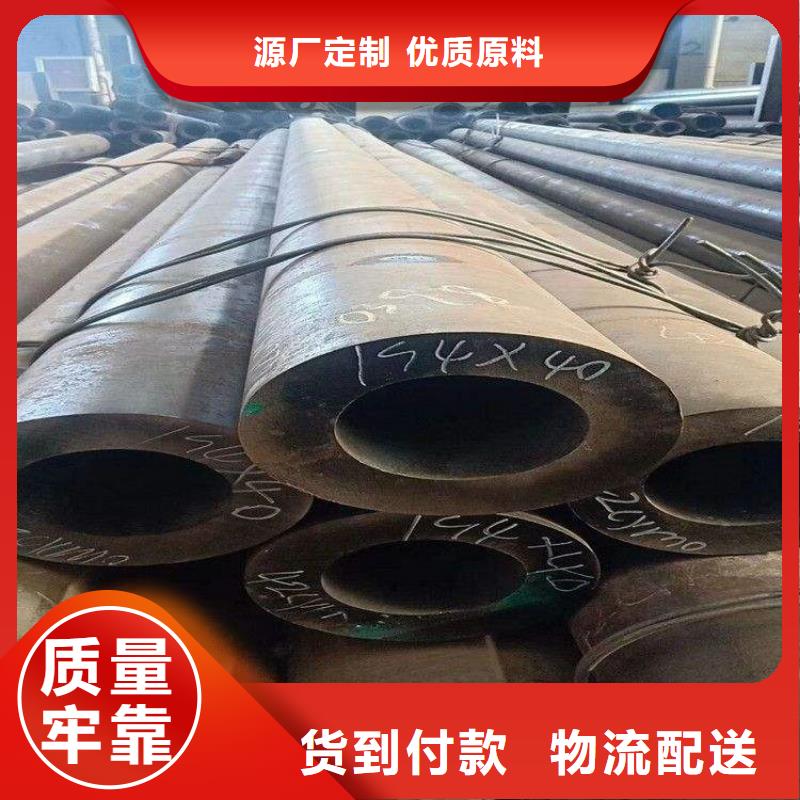
 襄汾15CrMoG合金钢管种类齐全
襄汾15CrMoG合金钢管种类齐全临汾15CrMoG合金管16日,螺纹期货2305开盘4295收4243,跌幅116跌2.66%;热卷2305开盘4385收3跌123跌幅2.75%;铁矿石2305开盘911.5午收908,924900.5跌20跌幅2.16%;原料焦炭2305开盘2786收2784,2815.52755跌59跌幅2.08%;现货方面:今日国内市场价普遍跟跌,具体为北京市场:螺纹钢价格为4230元,降20元;杭州市场:螺纹钢价格为4310元,降60元;西安市场:螺纹钢价格为4270元;降30元;武汉市场:螺纹钢价格为4240元,降40元;成都市场:螺纹钢价格为4180元,降10元。“当前黑色系的焦点是煤焦,受焦煤进口量将增加的消息影响,周三煤焦跌幅也。” 临汾15CrMoG合金管一位期货交易者说。具体来看,澳洲每年约出口煤炭总量3.5亿吨,其中焦煤1.4亿吨,动力煤约1.9亿吨。追溯澳煤进口情况,在2020年以前,澳洲是我国主要的煤炭进口。我国从澳洲进口的煤种主要有高卡动力煤和低硫主焦。2020年以前我国每年约进口澳洲焦煤约3500万吨,占据了我国进口焦煤总量的43-46%。 临汾15CrMoG合金管制造工艺:1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库12CrMoVG合金管化学成分:材质 CSi MnMoCrV12CrMoV0.08~0.150.17~0.370.40~0.700.25~0.350.30~0.600.15~0.30合金管的材质:35CrMo、16-50Mn、27SiMn、40Cr、Cr5Mo 12Cr1MoV 12Cr1MovG 15CrMo 15CrMoG 15CrMoV 13CrMo44 T91 27SiMn 25CrMo 30CrMo 35CrMoV 40CrMo 45CrMo 20G Cr9Mo 10CrMo910 15Mo3 A335P11. P22.P91. T91、钢研102、ST45.8-111、A106B。[编辑本段]合金管重量计算公式: [(外径-壁厚)*壁厚]*0.02486=kg/米(每米的重量)
 襄汾15CrMoG合金钢管种类齐全
襄汾15CrMoG合金钢管种类齐全临汾15CrMoG合金管1-2月对标企业进口铁矿的采购总量为8302.04万吨,折算成62%品位的平均采购成本为888.18元/吨。采购成本的前5家企业加权平均采购成本为788.48元/吨,比对标企业平均采购成本低99.70元/吨,低于平均采购成本11.23%;而采购成本的5家企业加权平均采购成本为1033.09元/吨,比对标企业平均采购成本高144.91元/吨高于平均采购成本16.32%。6、废钢废钢2月份加权平均采购成本为2854.68元/吨,环比升高57.49元/吨,升幅为2.06%。1-2月累计平均采购成本为2815.74元/吨,同比下降485.41元/吨,降幅为14.70%。 临汾15CrMoG合金管1-2月对标企业废钢平均采购成本的前5家企业的加权平均采购成本为2487.25元/吨,比对标企业平均采购成本低328.49元/吨,低于平均采购成本11.67%;而采购成本的5家企业加权平均采购成本为2990.05元/吨,比对标企业平均采购成本高174.31元/吨高于平均采购成本6.19%。对标企业采购成本对标中,先进水平和落后水平相差巨大,虽然各个企业之间存在着地域差异、自产矿依存度差异、规模差异等,但市场经济不管差异,只认准成本高低,在产能过剩情况下,在激烈的市场竞争条件下,在产品结构相同的情况下,谁的成本低,谁就有竞争力,谁就有利润,谁就能发展和壮大,反之就会亏损并被市场所淘汰。 临汾15CrMoG合金管因此钢铁企业应高度重视原燃料采购战略,从降低原燃料采购成本入手,认真研究原燃料采购的方式、结构、途径和时点,这是钢铁企业降低成本、提益的有效的手段。小口径合金管 按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动轧管机组上生产。 临汾15CrMoG合金管中文名小口径合金管分 类热轧管、冷轧管、冷拔管、挤压管标 准具有中空截面 介绍编辑 播报实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制经均整机均整壁厚, 经定径机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的合金钢管。