| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |

液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。

八、立式带锯床电机大修后线圈匝数过错或某极、相、组接线过错,可经过丈量电动机三相电流与铭牌或本身三相电流对比,发现疑问予以处理。大修后导线截面比原来截面小,要降低负荷或替换绕组。
电动机发热的要素也许还有别的方面,可是咱们平时要严格依照操作规程准确运用电动机,准确保护电动机,使电动机表明清洗,电流不超越额定值,振荡值在规模以内,作业声响正常,轴承正切保护等,锯床电动机的运用寿命必定会延伸的。是机械锯切设备专业生产厂家,具有多年生产带锯床的经验,拥有自主的开发、设计和制造能力,我公司生产的数控带锯床:
1、按钮界面:机械操作极为简单且效率高。
2、工作称料台:锯床采用高密度球墨铸铁,夹持物料更加稳固且不易损坏。
3、锯齿:材质强度高,通用性强,在锯切时比较耐磨,寿命比较长。
4、进口电机:采用合资定制电机、性能稳定,寿命更长。
带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。
一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压。
建贸机械设备有限公司
液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
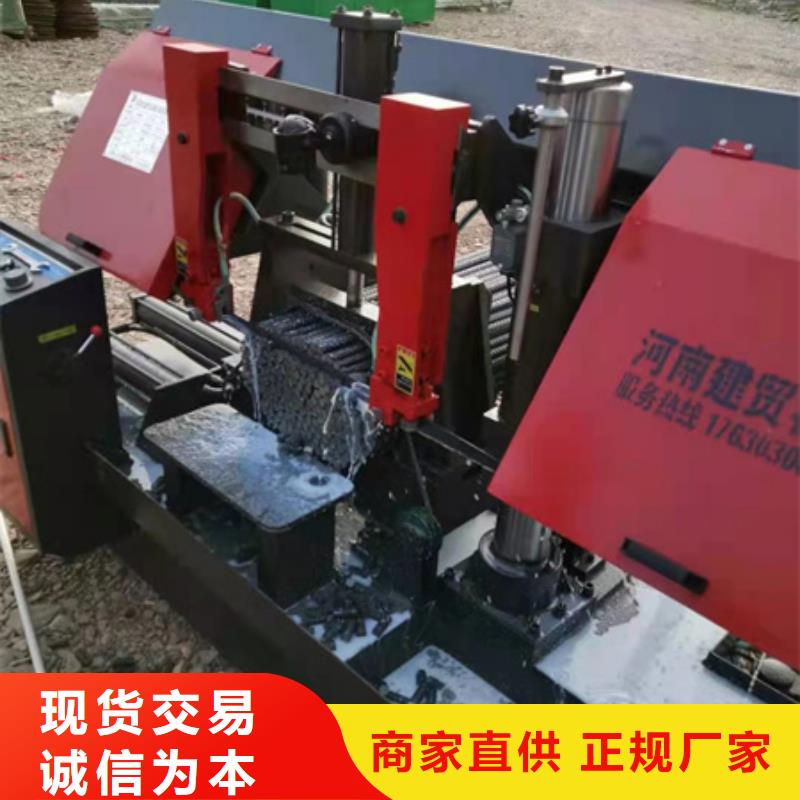
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床的主要特征:
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
1.开控制柜内的电源总开关,扳到“ON”位置。
2.打开总停开关,启动油泵。
3.打开锯轮盖板,启动走锯按钮,观察锯轮方向,调整三相电源使锯轮逆时针方向运转。
4.启动面板的快速退刀,使锯弓升起。
5.打开锯轮盖板,安装锯条,(注意锯齿方向应该向右)。
6.张紧锯条,张紧力以30-40N/m为宜。
7.启动走锯按钮,试运行锯条,检查锯条位置是否合适。
8.放置材料,调整好材料位置。
9.夹紧工件。
10.点单次按健,锯切开始工作。
12.调节各冷却阀门,使之各出水口水量适当。