| 产品参数 | |
|---|---|
| 产品价格 | 1 |
| 发货期限 | 5-7天 |
| 供货总量 | 10000 |
| 运费说明 | 来电洽谈 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国各地 |
| 产品重量 | 过磅 |
| 产品颜色 | 灰色 蓝色 绿色 黑色 白色 |
| 适用领域 | 桥梁 景观 河道 市政 校园 乡村道路 郊区 |
| 是否进口 | 否否 |


牡丹江热镀锌桥梁护栏朱继民表示,钢企重组很难,但还要推进,否则行业很难走出困境。目前,中钢协已建立了几个产业技术创新联盟,钢铁创新取得了一定成效,但就产业转型升级和产业发展需要来讲,还要进一步深化。下一步,钢铁行业要依托已建立的产业技术创新联盟,通过上下游产业的合作与协同,继续推进钢铁产品的研发与应用,着重于扩大高端产品的应用范围,提高钢材产品的应用效率,推进钢铁产品全生命周期的减量化与绿色化。牡丹江(一)产量创历史水平。2013年1-6月,全国累计生产粗钢3.9亿吨,同比增长7.4%,增速较2012年同期提高5.6个百分点。前6个月,粗钢日均产量215.4万吨,相当于年产粗钢7.86亿吨水平。其中,2月份达到历史的220.8万吨,3-6月份虽有回落,但仍保持在210万吨以上较高水平。分省区看,1-6月,河北、牡丹江江苏两省粗钢产量同比分别增长6.8%和13.2%,两省合计新增产量占全国2694万吨增量的42.4%,另有山西、牡丹江辽宁、牡丹江河南和云南等省增产也在100万吨以上。分企业类型看,1-6月,重点大中型钢铁企业粗钢产量同比增长5.5%,低于全国平均增幅2个百分点,但仍有60%的增产来自重点大中型钢铁企业。
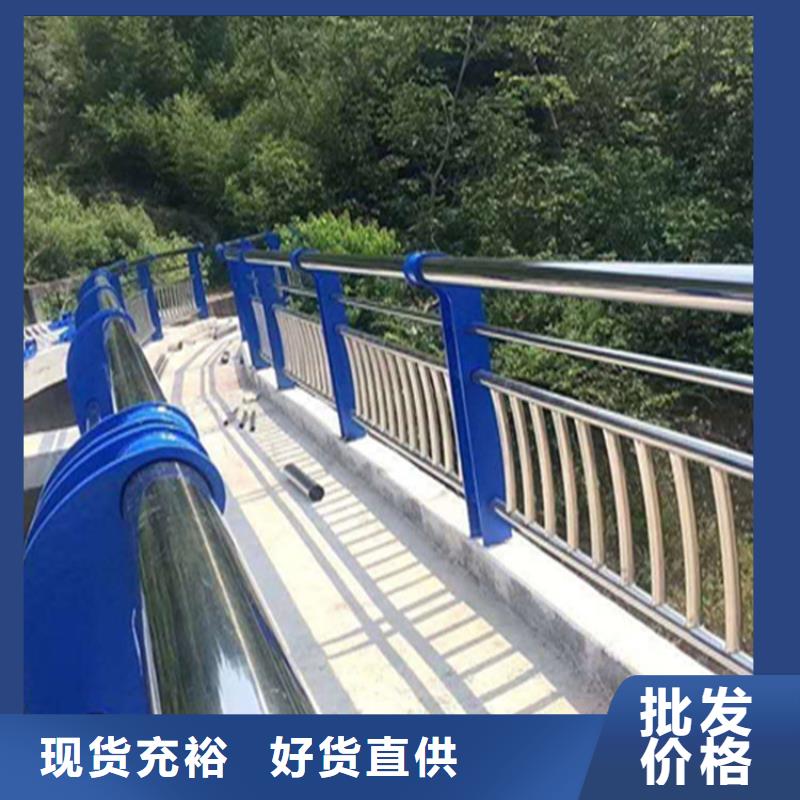
牡丹江热镀锌桥梁护栏 栏杆、牡丹江本地栏板分类
说起栏杆,种类繁多,不锈钢栏杆、牡丹江本地钢栏杆、牡丹江本地铁艺栏杆、牡丹江本地玻璃栏板、牡丹江本地铝合金栏杆、牡丹江本地铜艺栏杆、牡丹江本地PVC栏杆、牡丹江本地防腐木栏杆、牡丹江本地石栏杆、牡丹江本地金属网栏杆、牡丹江本地混凝土栏杆、牡丹江本地金属板栏杆、牡丹江本地竹栏杆等等。
不锈钢护栏
生活中随处可见,楼梯扶手,阳台,车站分流,优点安装简便、牡丹江本地外观美观、牡丹江本地不褪色不生锈等等
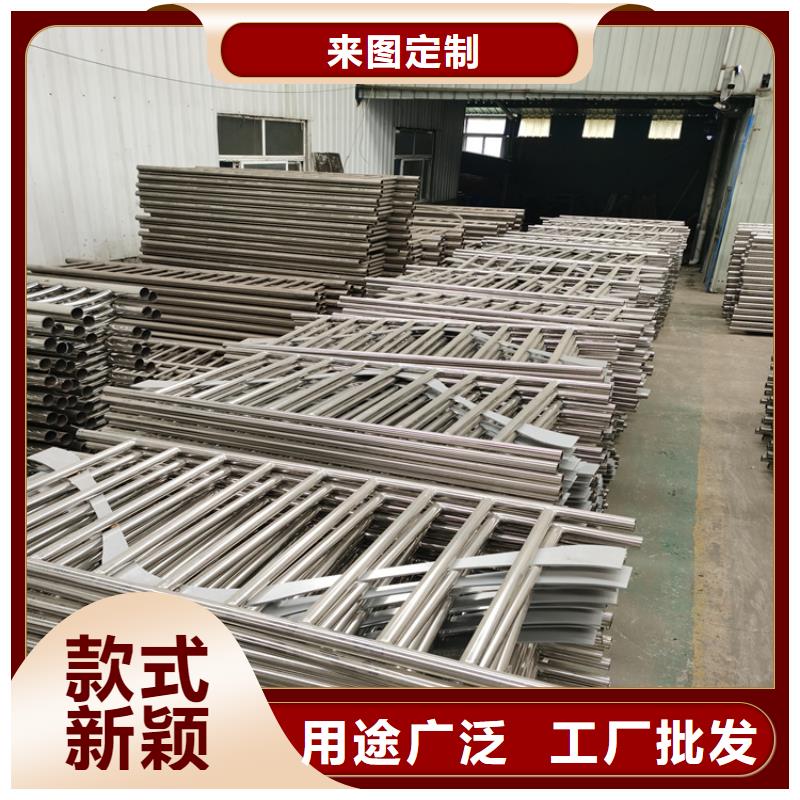
锌钢栏杆
锌钢栏杆是一种钢铁表面防腐蚀工艺的热浸锌栏杆,能起到点化学保护作用,具有独特的切边抗腐蚀性能。如锌钢阳台栏杆上加无框推拉窗如何施工等等
铁艺栏杆
铁艺栏杆感觉比较古典,变化较大,花型较多,款式古老主义,随着现代建筑的推广,铁艺栏杆使用暂少,这是社会的一个趋势。
铝合金护栏
现代建筑中有部分采用铝合金立柱及扶手,近年来铝合金栏杆采用较为广泛,铝合金栏杆成为一种潮流的趋势,色彩多变,安装稳固,不生锈,不变色有抗腐等性能。
夹玻璃护栏
立柱及扶手中间挂件玻璃,玻璃面积较小,主要突出立柱感,简约感特别强,适用于多数现代花园阳台栏杆。
木栏杆
以榫接为主。
牡丹江热镀锌桥梁护栏镀锌钢板喷漆工艺过程
一、 擦拭油污,用120#砂布打磨表面。除去锈斑。
二、 磷化处理,室温:10℃—35℃,磷化时间:20—50分钟。
三、 擦拭后干燥,室温10℃—35℃,干燥时间:30—120分钟
四、 喷涂(Η06—2铁红环氧脂底漆),干燥,表干≤5小时,实干≤24小时。
两次喷涂间隔时间见下表:底材温度(℃)
5
10
15
20
25
30
35
短时间小时
48
40
30
24
22
20
16
长时间
三个月五、 腻子:填刮腻子,干燥后用120#砂布打磨。
六、 喷涂:擦拭干净后喷涂二道底漆,干燥打磨。
七、 喷涂面漆(BS04-49丙稀酸聚氨脂磁漆)干燥24小时,干燥后用200#水砂纸加水打磨。
八、 喷涂:擦拭干净喷涂二道面漆。
九、 喷涂要求:平整光滑,色泽均匀光亮无漏喷、流挂等缺陷,每批应随机样件用划格法检测附着力。
牡丹江热镀锌桥梁护栏不锈钢栏杆施工方法
一、施工准备
1、材料及主要机具:
⑴、不锈钢管:按设计要求选用,必须有质量证明书。
⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。
⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。
2、作业条件
⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底.
⑵、原有的铁管栏杆已拆除,护栏小方砖镶贴已经施工完毕。
⑶、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。
⑷、现场供电应符合焊接用电要求。
⑸、施工环境已能满足不锈钢栏杆施工的须要.
二、操作工艺
1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。
2、主要施工方法:
⑴、施工前应先进行现场放样并计算出各种杆件的长度。
⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm.
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。