| 产品参数 | |
|---|---|
| 产品价格 | 6000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
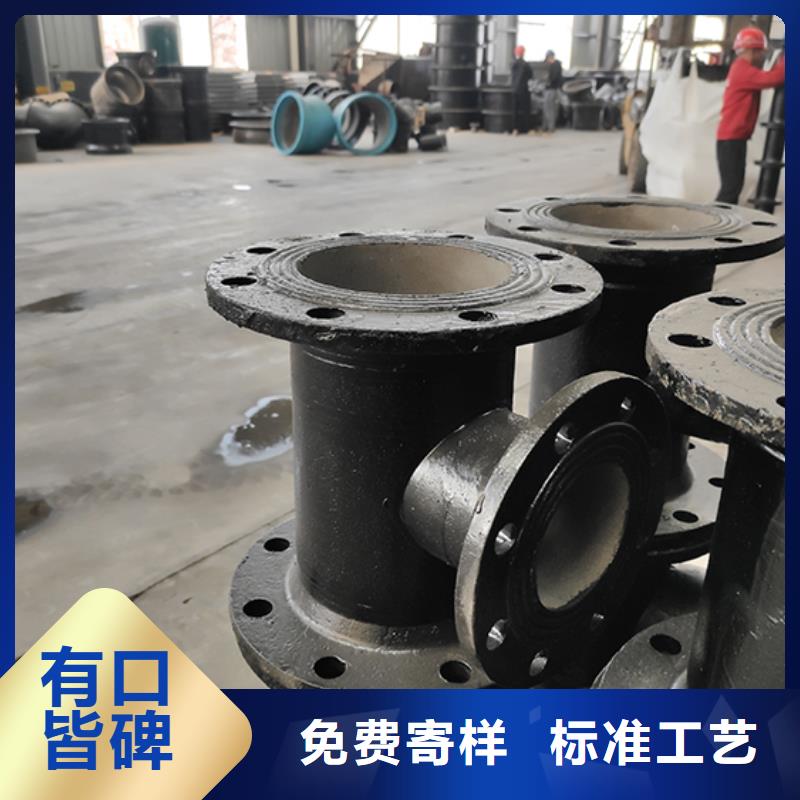
球墨铸铁管管件的生产规范有哪些 GB/T12772-2007灰口铸铁柔性铸铁管、管件相关规范 GB/T 223.3—1988 钢铁及合金化学分析办法二安替比林甲烷磷钼酸分量法测定磷量 GB/T 233.61—1988 钢铁及合金化学分析办法磷钼酸铵容量法测定磷量 GB/T 223.68—1997 钢铁及合金化学分析办法管式炉内燃烧后碘酸钾滴定法测定硫含量 GB/T 223.72—1991 钢铁及合金化学分析办法氧化铝色层分离-硫酸钡分量法测定硫量 GB/T 228—1987 金属拉伸实验法 GB/T 528—1998 硫化橡胶或热塑性橡胶拉伸应力应弯性能的测定 GB/T 531—1992 硫化橡胶邵尔A硬度实验办法 GB/T 1682—1994 硫化橡胶低温脆性测定 单试样法 GB/T 1683—1981 硫化橡胶恒定形变紧缩 变形的测定办法 GB/T 1685—1982 硫化橡胶在常温文高温下紧缩应力松懈的测定 GB/T 1690—1992 硫化橡胶耐液体实验办法 GB/T 3422—1982 连续铸铁管 GB/T 3512—1983 橡胶热空气老化实验办法 球墨铸铁管配件


球墨铸铁管设备步骤: 1、应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法; 2、把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水; 3、清算胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内; 4、将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要; 5、可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位;也可采用加长管件的方法,用单根钢丝停止设备; 6、将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染; 7、将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合; 8、检查承口插口的位臵能否契合恳求。 球墨铸铁管配件
 xinfu
辽阳球墨铸铁乙管择优
xinfu
辽阳球墨铸铁乙管择优