| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
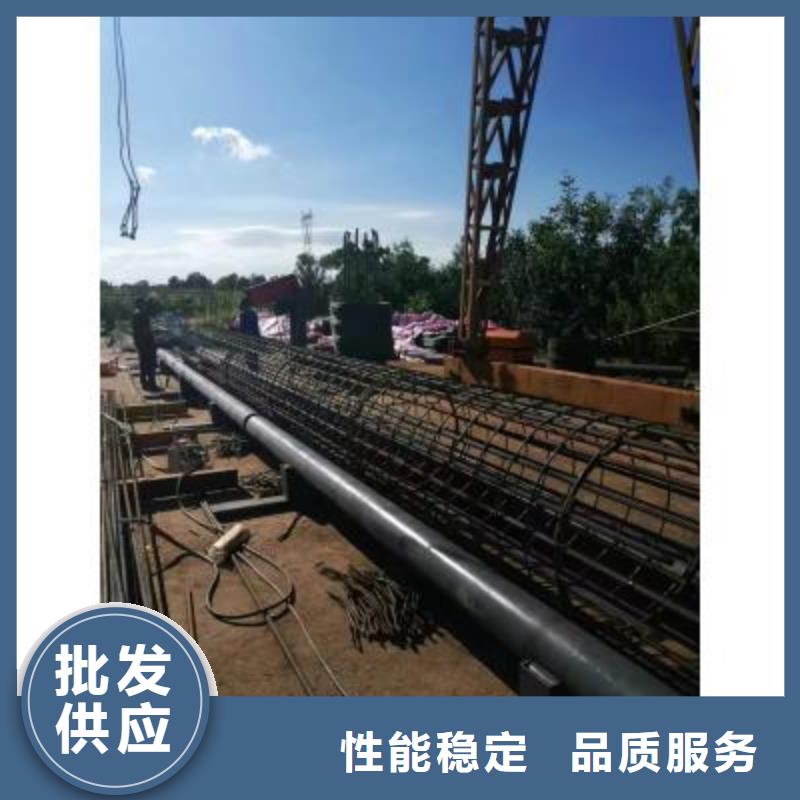
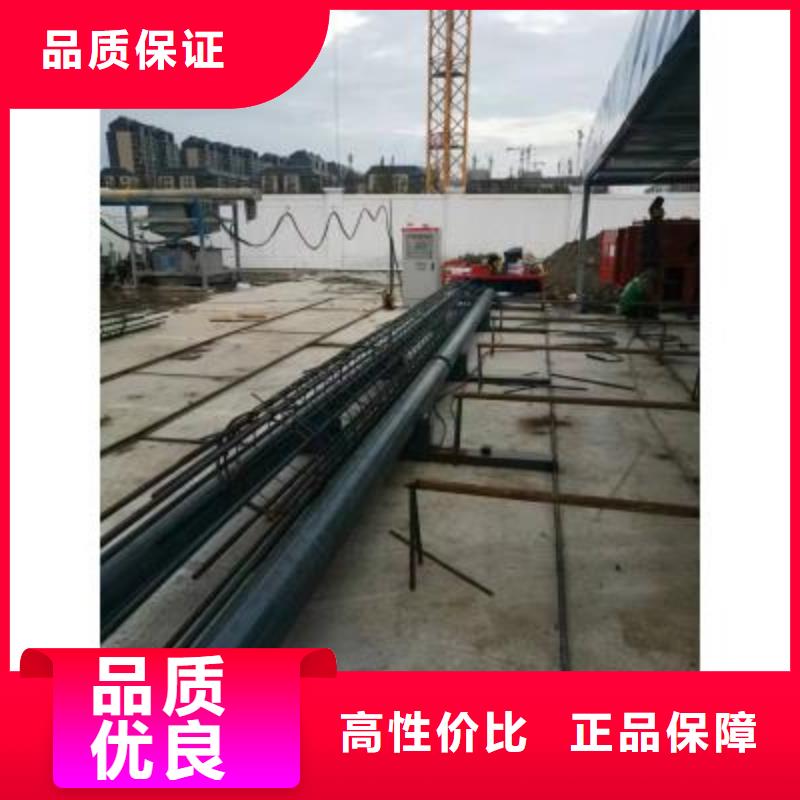
公司拥有国内钢筋加工设备行业完整的产品线和融合解决方案,通过数控钢筋加工设备和小型钢筋加工设备两大类产品对钢筋进行墩粗、调直、弯曲、点焊、切断等加工,灵活满足全球不同的钢筋加工生产标准,并实现全球范围钢筋加工成品的通检。果洛钢筋笼绕筋机设备优势:>> 速度快:待工状态2人可全程生产,正常工况3-6人可生产10-20多节钢筋笼;>> 质量稳定:机械化作业不受人为因素影响,质量稳定>> 生产规格多样:满足各类钢筋笼的生产要求,不受主筋和箍筋和数量、形式、型号、大小、长度等因素的影响>> 生产便捷:组合式设计的绕筋机,在安装、生产、搬运、等过程中都不用依赖起重设备,既能满足大批量的固定生产要求也能满足施工现场较分散的机动作业,灵活性强>> 功耗低:总功率不到10KW,同步工作时总功率不到5KW,节能且不影响总电容配比>> 流水线生产:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋过程施 焊等全部过程>> 采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装速度。>> 零部件设计寿命长,备件更换简单快捷;
 果洛钢筋笼地滚机全国走货-建贸机械
果洛钢筋笼地滚机全国走货-建贸机械
果洛钢筋笼绕筋机所有制作材料严格使用国标钢材,生产严谨,故障率远低于行业平均水平,豫工机械郑重承诺绕筋机整机质保一年,不仅要把好的产品销售出去,还要给客户提供优质的售后服务,尽快速度为客户安装设备,尽快速度为客户解决问题。果洛钢筋笼绕筋机,主要由小车部分(包含钢筋承接圆盘、防线调直器、轨道)、动力柜(数控记忆作业参数)、传动结构(电机、滚笼支架)组成。主要适用于高层建筑、高速公路、高速铁路、大型桥梁等大型工程混凝土结构内主骨架钢筋的弯曲加工。 特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可定位,帮助提高钢筋笼分解、安装速度。

钢筋笼滚焊机具有加工速度快、加工质量稳定可靠等特点,因此在桥梁、高铁的建造上得到了较多的使用,为了保证它的长久使用,保存方法也是比较重要的,下面我们就和大家分享存放钢筋笼滚焊机注意事项:
1、存放前,需要对钢筋笼滚焊机进行保养、维护,并且进行彻底清理,保持设备良好的状态。
2、钢筋笼滚焊机需要停放在干燥的室内,如果情况不允许,可以停放在室外,但需要选择平坦的地面铺上木板,并用罩布盖好。钢筋笼绕筋机
3、要把钢筋笼滚焊机的燃油控制杆调到怠慢的位置,并且操纵杆要处于空挡位置。

操作:钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。钢筋笼12米以上,或者单节钢筋笼较重时,骨架中间加焊1、2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,果洛钢筋笼绕筋机可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。