| 产品参数 | |
|---|---|
| 产品价格 | 20/件 |
| 发货期限 | 1-7 |
| 供货总量 | 50986 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
性涂层分别由热浸锌层、富锌磷化层、有机富锌环氧粉末涂层和聚酯“无瑕”彩色粉末涂层组成,要用的表面处理和设备,使四种保护层经科学合理的有机结合,赋予道路护栏具有优异的防腐性和良好的耐、耐化学性能以及的抗紫外线的性。 因此表达市政道路护栏的各种导向、分流、警示功能颜色与涂层品质至关重要,不能以简单的浸塑工艺、单层喷粉来处理,更不能用油漆来解决,需要“ 性涂层”。市政道路护栏的色彩功能、结构、涂层性能这三方面设计是一组系统完善的解决方案,可以解决目前市政道路护栏存在的种种问题,完整实现市政道路护栏的各项功能和作用。 我公司是一家集与生产于一体的企业,常年生产交通隔离栏、道路交通隔离栏、公路护栏,产品美观新颖易安装可靠等特点。我位于美丽的风筝之都潍坊市县城,地理位置十分优越。本主要生产交通隔离栏、道路交通隔离栏、公路护栏等系列产品。 我公司拥有的管理经验、生产流程和质量控制。在我们强调产品质量的同时,还积极与客户进行沟通,了解客户的需求,认识到我们的不足,并为客户提供和及时的售后服务。员工更是团结奋进,以严谨的工作作风,依靠同行业中进精湛的设备、优良的产品质量、的服务理念,争得了市场份额,紧跟时代的步伐、务实的品质,使我们确立了自身的赢家地位。

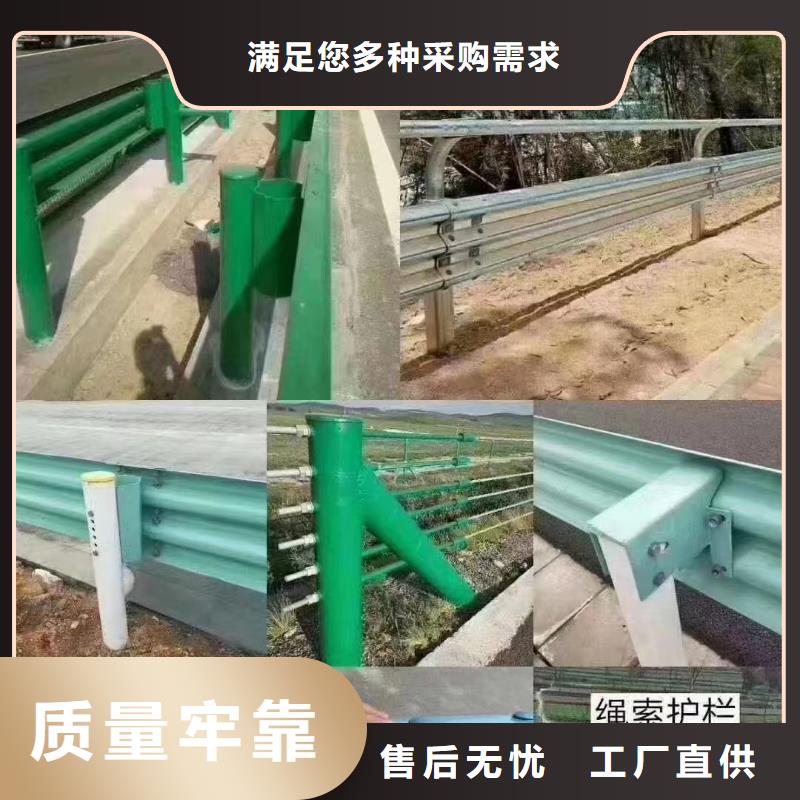
下面为大家介绍一下道路护栏的加工流程:都是经过无缝铁管折弯、焊接、打磨、满焊加工成型,表面处理喷塑、浸塑等成为客户所需求的颜色,然后经过贴反光膜等一系列具有很高的辨识度,对驾驶者或行人有很好的警示作用。 能降低发生事故的几率和伤亡程度,有更的效果。主要用于道路施工现场、高速公路、小区门口等。安装简单方便,搬运轻巧便捷,是道路施工和隔离人群的必要选择。以上介绍的是道路护栏的加工流程,希望大家有所了解,更多信息请登录。 下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩大都是采用进口油漆手绘而成既古朴、典雅又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸? 下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩大都是采用进口油漆手绘而成既古朴、典雅又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸?


格结构、美妙实用;便于运载,安装不受地势起伏环境限制,护栏也很便利;是对于山地、湖田、多弯地带适应性极强;价格中级偏低,适合大面积使用。表面解决办法:比较快速的解决办法:热镀锌喷塑,绿色,红色,黑,彩色,之类;交通护栏防腐性能的解决办法就是经由热镀锌喷塑解决后,能够一生存在防腐性。 护栏两根立柱,柱中到片的宽度,可能要把这个尺寸把握好片,首先要在需要安装根立柱的地方画一个记 ,然后用测量仪测量下一根立柱的距离,这个距离必须要确定好,确定好后方可再记下记 ,然后从根立柱记 点开。 前两天,我们一家人去了外地游玩,途中经过了很长的高速公路,汽车飞驰,感觉很平坦,风景也很美丽。回家时由于天已经漆黑,高速公路两旁的风景不见了,不过很惊喜的是:我发现了藏在护栏里的小秘密。每当夜幕降临,汽车的灯光打开照向前方,前面两旁的护栏就像点亮了无数盏路灯,它们均匀地排列着,就像一串串耀眼的明珠,把整条大路照得明晃晃的。 我好奇地问这是为什么。他只粗略地解释:这是由于光的反射形成的,这样可以性。为了一探究竟我回家查阅了大量资料。原来是高速路上安装有大量的反光板、反光灯、反光标志牌。它们能反光是因为反光涂层上有玻璃微珠使光发生折射和散射。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。