| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |

线材轧后冷却方法可分为两大类:一类叫自然冷却法;另一类称控制冷却法。自然冷却法自然冷却法,也就是我们常说的自然堆冷法,即线材由精轧机组成品机架轧出后,经卷线机卷取成盘,然后挂在钩式运输机上,运行中自然冷却或是通过辊道、链式移送机钢材等设备移送到线材成品堆放场进行自然冷却。自然冷却法的基本特点就在于线材在高温下进行自然堆冷。但是,冷却时间长,则生成的氧化铁皮严重,并且线材盘卷的内层和外层冷却速度不同,造成线材全长的组织性能不均,其波动范围达20%左右。控制冷却法控制冷却法,是指线材轧后的冷却是在控制条件下进行的。其基本特点就在于把轧后的线材从高温下立即过冷到形成索氏体相变所要求的相变温度(一般为650~800 ),再以不同的冷却速度进行散卷冷却。这样避免了自然冷却法的缺点,显著提高了线材的质量。控制冷却法又有多种,主要有:斯太尔摩法、施罗曼法、间歇水冷法、ED法、EDC法、流态冷床法等。这些方法各有优缺点。其中应用较普遍的是斯太尔摩法,据报导,世界上共有150多条斯太尔摩冷却线。
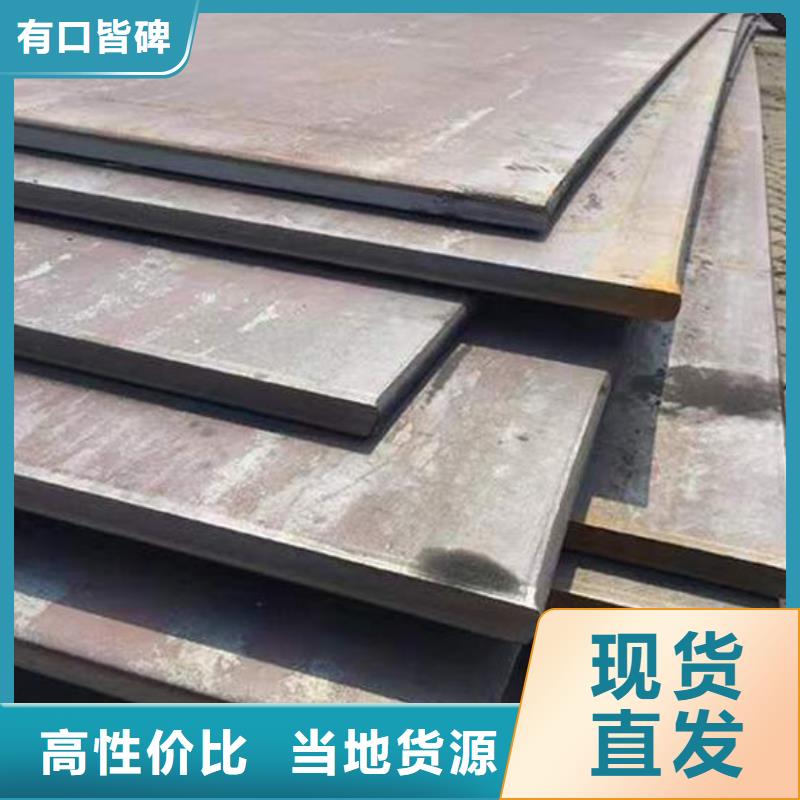
角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架、电缆沟支架、动力配管、母线支架安装、以及仓库货架等。
角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
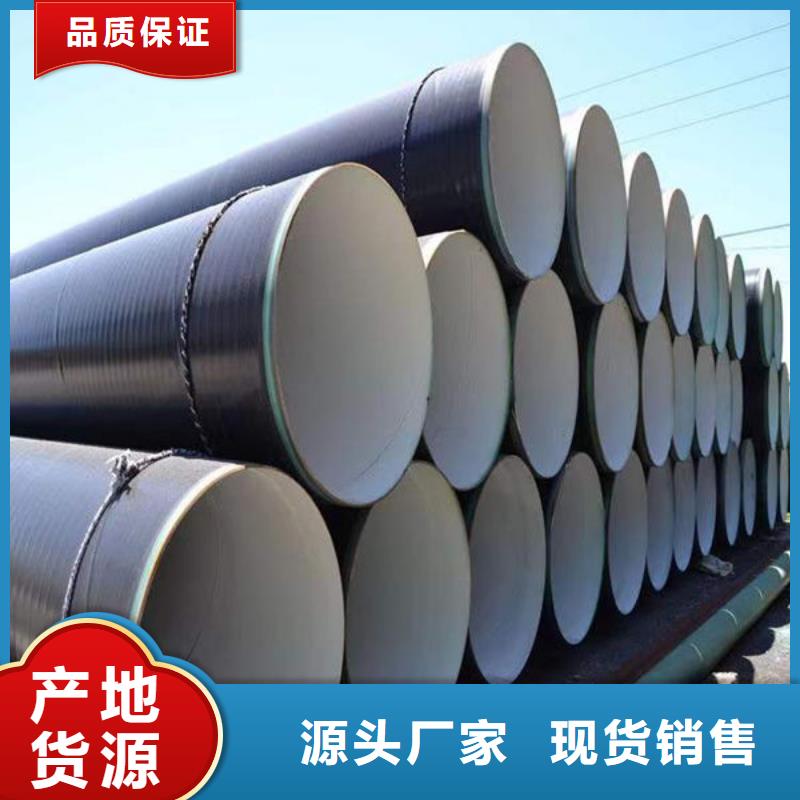
行业内大直径直缝钢管生产将采用T型焊接技术,即将直缝钢管的短段拼接成满足工程要求的长度,大大增加直缝钢管T型焊接缺陷的概率。此外,T形焊缝处的焊接残余应力相对较大。焊缝金属往往产生一种应力作用,这增加了裂纹的可能性。和直缝钢材相比,螺旋钢管在强度上要有一定的优势。生产螺旋钢管的主要工艺就是埋弧焊。螺旋钢管可用于由相同宽度的坯料生产不同管径的焊管。也可用于由较窄的坯料生产较大管径的焊管。然而,与相同长度的直缝管相比,焊缝管的长度增加了30~100%,因为以上的原因,螺旋钢管的生产速度很慢。因此,直缝焊接主要用于小直径焊管。而螺旋焊接主要用于大直径焊管。
前两天介绍了方管的一些基本概念,大家也对方管有了一些了解,今天就给大家聊一聊镀锌方管的焊接手法和普通管材的区别。镀锌方管的焊接手法和普通方管相同其方法是先将焊条端部向前移出约5~7mm左右,不留钝边工艺进行集中控制缓解行业,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,咬边倾向会很小;如果采用前后往返运条技术,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,采用了集中打坡口行业不景气,如选用短渣焊条如J427,要留有一定的间隙部门预计,可大大减少液体锌留在焊缝中。在焊角焊缝时,更可以得到无缺陷的焊接质量。焊接工艺控制方管的焊前准备与一般的低碳钢是相同的,两层焊接工艺镀锌方管的钢材焊接手法和普通方管相同,减少了未焊透的可能性。