以下是:U型弯管批发的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
U型弯管批发,航萧管件有限公司为您提供U型弯管批发的资讯,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:聊城经济开发区崂山路物流院内发货到青海省 海西市 。 青海省,海西蒙古族藏族自治州 海西蒙古族藏族自治州,州府驻德令哈市,是青海的8个地级行政区之一,地处青藏高原北部、青海省西部,地势西北高,东南低,是典型的高寒干燥大陆性气候区。全州总面积32.58万平方千米,共辖3个县级市,3个县。根据第七次人口普查数据,截至2020年11月1日零时,海西蒙古族藏族自治州市常住人口为468216人。
U型弯管批发的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:U型弯管批发的图文介绍


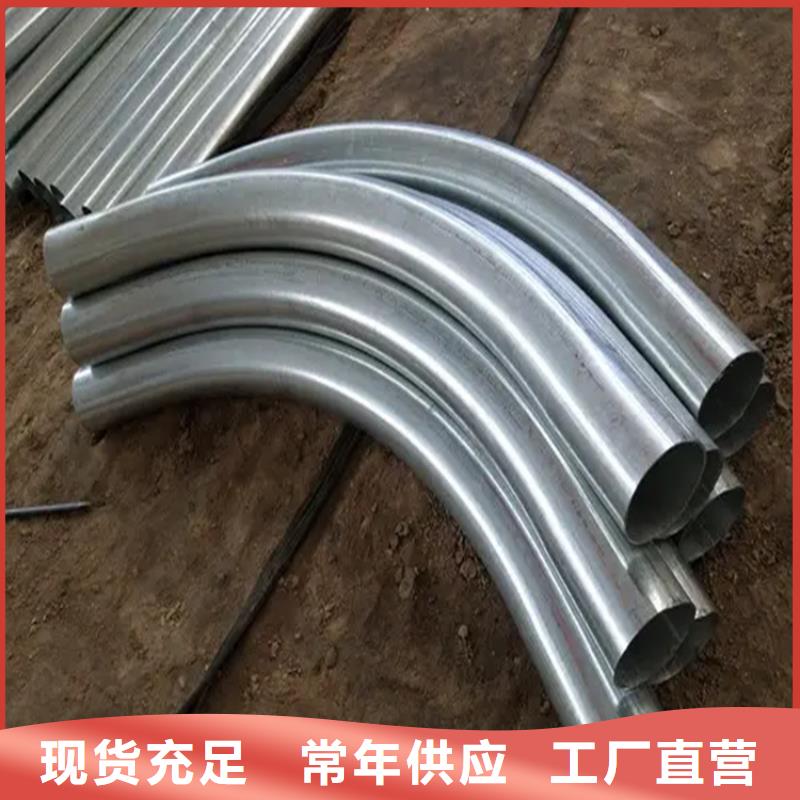
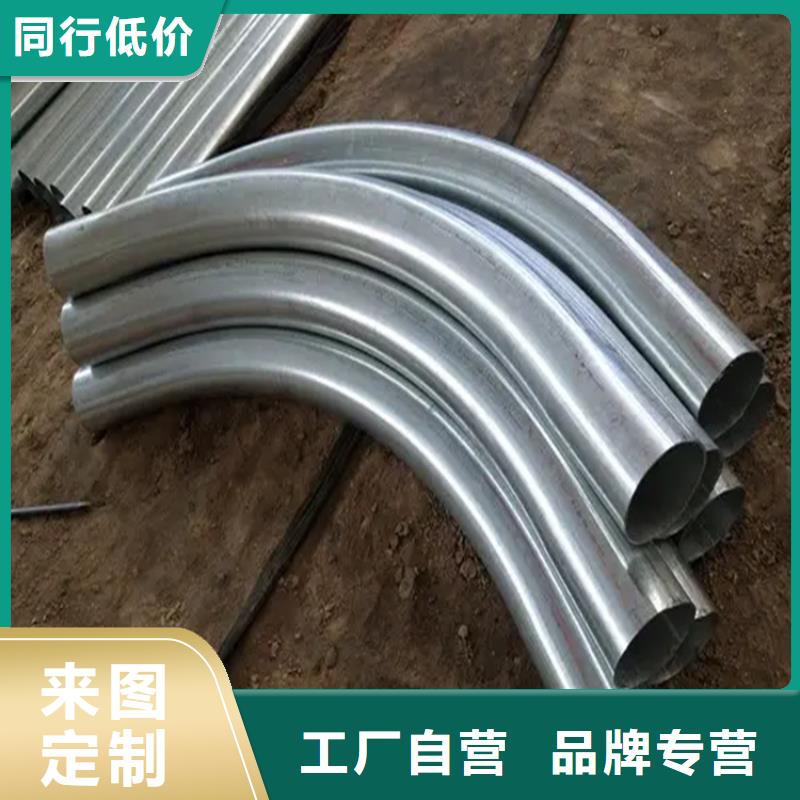
弯管的处理流程标准有哪些。由于弯管广泛应用于热处理炉和压力容器中,在国内中央空气、汽车工业、航空航天工业链、造船等加工制造业中,弯管的质量对加工制造业、产品品种合理性、性能和可信度产生了迅速的影响。 弯管的处理流程标准有哪些 根据建筑涂料的实际效果、镀层质量和应用标准,探讨和总结具体的防腐规律。现在应用的新型弯管生产设备增加了支撑台不动的再下直框架的上表面,上支撑台为直框架板,上直框架板为与扩张支撑台平行的面,下直框架板和上直框架板设定直框架,直框架越过挤出机螺杆和下直框架上托安装在直框架板上,直辊根据几个直轴固定直轨滑动,这种结构在具体运用中发挥了合理的效果。 如今应用到的弯管生产设备,包含工作台及其热风扇和液压油缸,液压油缸固定不动安裝在工作台的底端,液压油缸的輸出端下设液压杆,液压杆根据工作台设定有管子端尾支撑架,而且实际操作台子上安裝有安裝板根据支撑架上边的支撑架,暖风散热风扇固定不动安裝在安裝板上,暖风散热风扇的輸出端联接暖风管,輸出端暖风管相匹配于管支撑架设定,支撑点支撑架安裝在实际操作台子上。 现阶段以相对管支撑架的輔助支撑架上,支撑柱相匹配工作台的内孔由伸缩杆设定,其弯管生产设备具备实际操作便捷,应用低成本,管件弯折实际操作便捷的特性,可依据管件弯折需要的视角,处理目前管件弯折实际操作的难题,现如今根据视角组织保持原材料弯折视角的精准定位,因而结构紧凑,合理布局,使用方便,方便使用。



航萧管件有限公司专业从事 青海海西H型钢拉弯厂家产品的设计开发、生产销售。公司产品规格齐全、品种多,产品以自产自销、品质高、价格低、服务等优点建立了良好的信誉,立足青海海西,面向全国各地。让客户得到实惠的优质服务,以回报广大客户的厚爱。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!



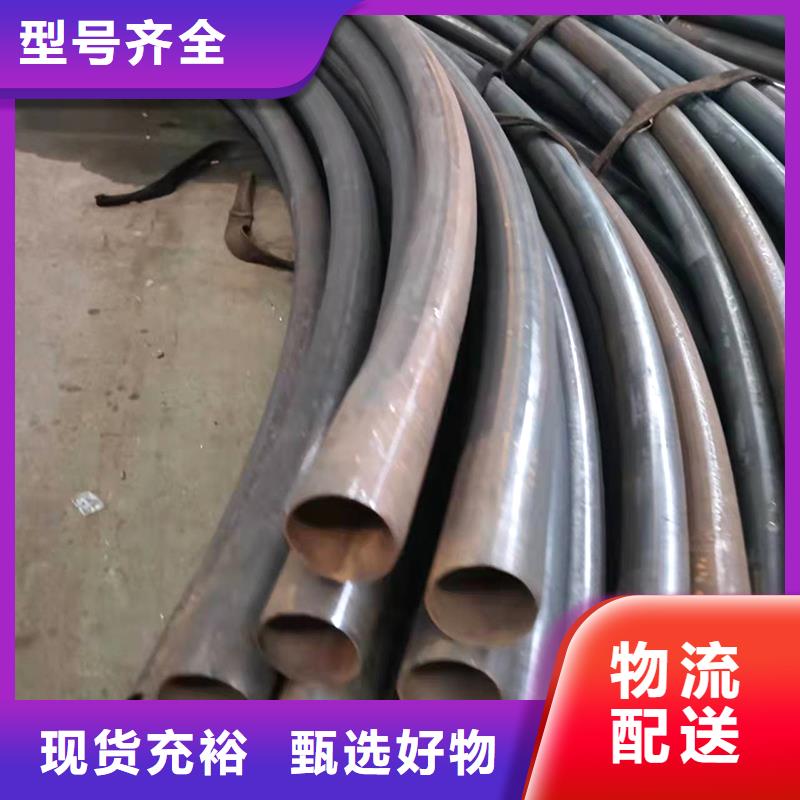
现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。 因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。 同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。



型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。

U型弯管批发,航萧管件有限公司专业从事U型弯管批发,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,发货地:经济开发区崂山路物流院内,以下是U型弯管批发的详细页面。