| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |


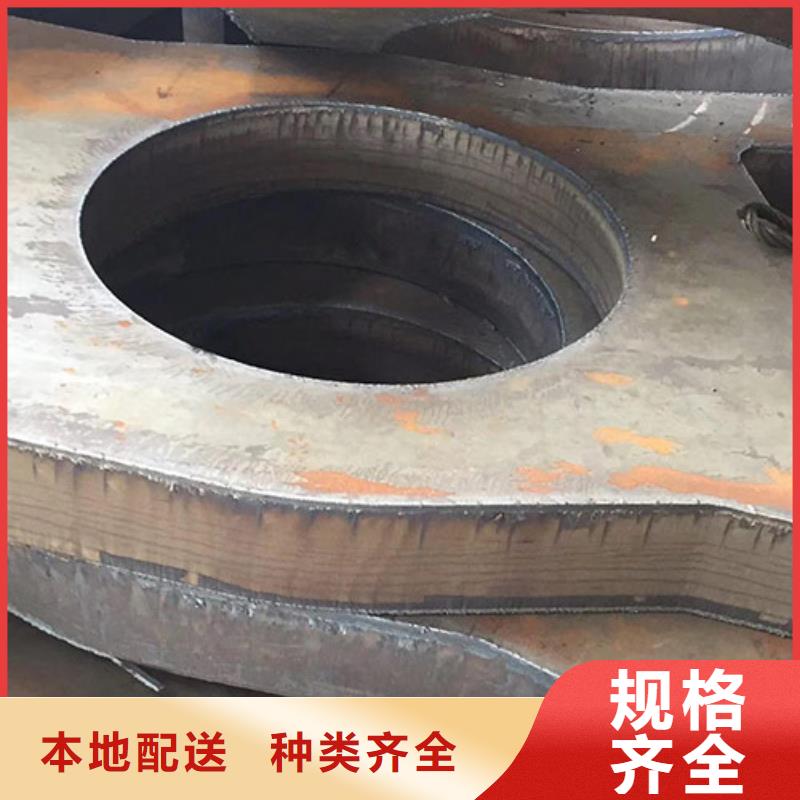
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。 一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中的主流切割气,但随着很近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和地方的认可,很重要一点会是它节能环保。对于它切割速度稍慢问题,有了市场上天然气增效剂的问世一系列的问题也随之化解。
分析完切割气体之后,再来看一下切割速度的问题。
30CrNi3A钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来很佳地改善切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
在正常的火焰切割过程中,30CrNI3A钢板切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切割方向偏移。如提高割炬的运行速度,火花束即会向相反的方向偏移,当火花束与切割氧流平行时,即认为该切割速度正常。速度过高时,火花束明显会后偏。这些都是工人师傅从长期的实践中不断总结出来的。
本周天津无缝管市场延续上周态势,市场价格继续上涨,商家补货虽略有起色,但操作相对谨慎。周初市场被观望气氛弥漫,各商家在价格上普遍谨慎,价格并未上涨,但随着周边市场北京、廊坊及山东等地无缝管市场价格的走高,本地商家不耐寂寞持续跟进,一连三日价格上涨,小规格冷拔管和中等热轧管均上涨100元以上。受“买涨不买跌”心理的影响,部分商家在前期库存消耗殆尽、低位运行的情况下建仓补货。目前市场心态不一,部分商家认为此次上行前景较好,价格具备震荡上行的可能。但也有部分商家看淡,认为在需求尚未放量的情况下后市并不理想,此番上涨只是管坯拉涨带来的影响,力度难以维持,因此操作尚需谨慎。目前,本地管坯价格报价坚挺,原料的趋强给本地无缝管价格的上涨提供了一定的成本支撑。
在30CrNi3A钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保障获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。



山东德州锻件加工是一家集销售配送为一体的大型 山东德州锻件加工企业,成立于2008年,注册资金1200万。主要销售 山东德州锻件加工。公司以的产品品质与服务,赢得良好的口碑。在未来的日子里,公司将以稳健的姿态,服务于广大经销商与终端用户,立志成为的 山东德州锻件加工服务企业。



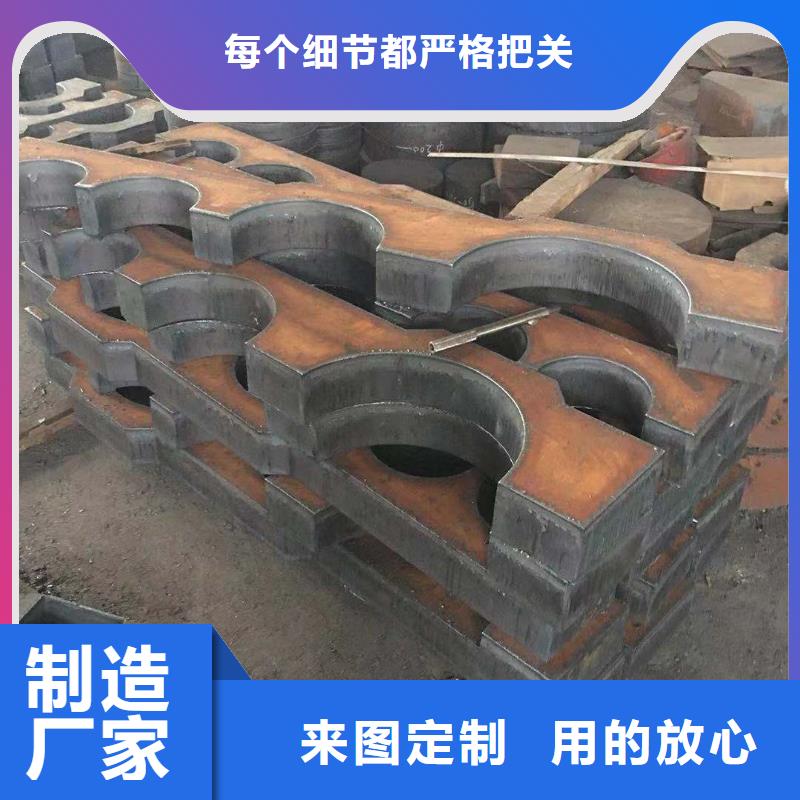
聚贤丰汇专注钢板切割、钢板下料、中厚钢板加工、特厚钢板零割,常见的切割方式是哪一种,火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
火焰切割方式有两种:火焰切割和切割机切割。
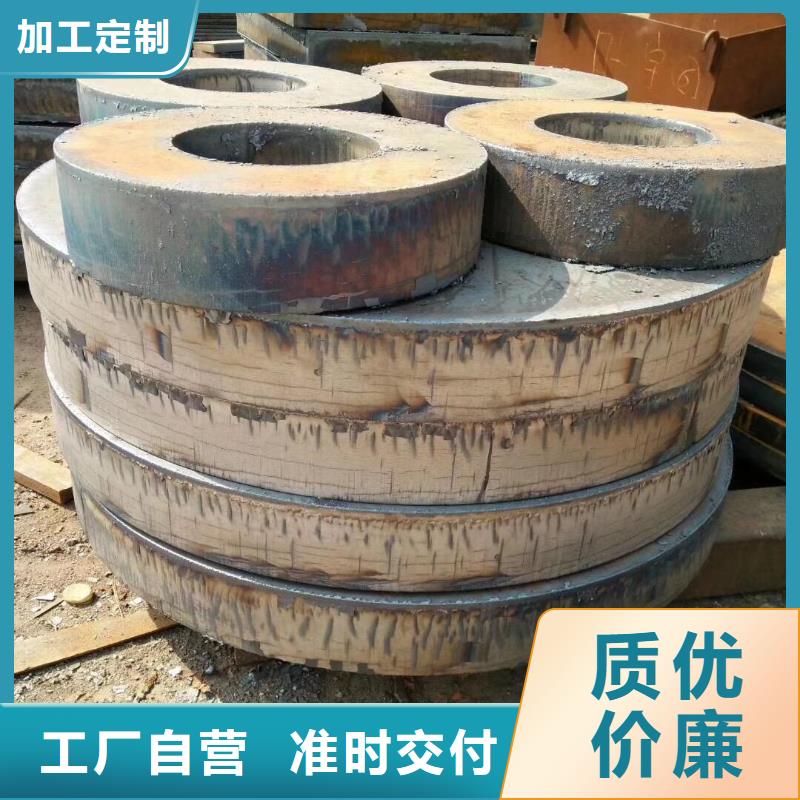
气割,切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割,它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。中铁山桥集团使用的协同天然气是珠港澳大桥建设的前期准备。因此,参芪加气的效果是非常显著的。
1.检查现场是否符合要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油
氧气,等离子体,激光或水射流
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
氧气钢板切割。然而,就钢板成型和钢板切割而言,绝大多数操作都是在厚度达12英寸的钢板上进行的。