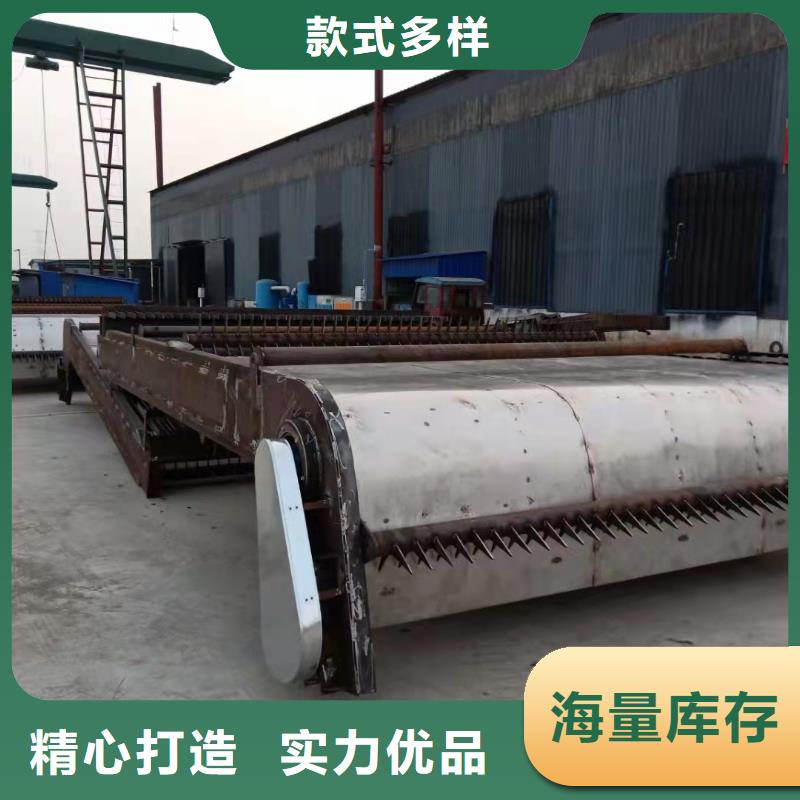
以下是:水电站清污机的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发/台 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 699 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 碳钢,不锈钢 |
|---|
| 产地 | 河北邢台 |
|---|
| 规格 | 齐全 |
|---|
| 类型 | 清污机,拦污栅 |
|---|
| 颜色 | 银灰色 |
|---|
| 品牌 | 康禹 |
|---|
| 型号 | 齐全 |
|---|
| 可定制 | 是 |
|---|
选购水电站清污机来广西省防城港市找闸门启闭机厂家(康禹)水工机械厂,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李峰岩-13001850829,{QQ:1363194730},地址:[新河县城西开发区发货到广西省 防城港市 港口区、防城区、上思县、东兴市]。 广西壮族自治区,防城港市 先秦时期,防城港市境属于百越(粤)之地。北宋开宝五年(972年),改为防城,为防城得名之始。1993年,撤销防城港区和防城各族自治县,设立地级防城港市(地级)。
我们的水电站清污机视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:水电站清污机的图文介绍


机双吊点手动电动两并测出电流值。2、调。3、对螺杆启闭机于对付上下限位的调理:当闸门处于全闭的形态时,将上限压紧上行程开关并固定在螺杆启闭机的螺杆上。当闸门处于全开时,将下限位盘压紧下行程开关并固定在螺杆上。3、对付启闭机的主令节制器调。直销闸门QPK-卷扬启闭机启门力80T可按需定制方源水利水闸门800KNQPQ卷扬机!现货直销供应双吊点螺杆式启闭机双吊点手动。电动两并测出电流值2调。
齐全经水利部质量检用螺杆式启闭机启闭机闸门定制钢制闸门品质保证按时发货现货直销供应双吊点螺杆式启闭机双吊点手动电动两用螺杆式启闭机启闭机闸门定制质量包管定时发货。铸铁闸门水利机械厂是一家主要从事水利机械启闭机闸。门、钢闸门等设备制造、销售、安装一体化的现代化规模型水利工程机械生产企业。我厂具有精良的生产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系。产品结构合理、性能可靠、品种齐全,经水利部质量检用螺杆式启闭机启闭机。
启闭机220T手测中心检测,各项技术指标均达到部颁标准,有良好的市场销售网络和售后服务体系,产品销往30个省、自治区、直辖市。(1)LQ型螺杆启闭机系列手推螺杆启闭机:0.5-3T侧摇螺杆启闭机:1-5T。手摇螺杆启闭机:2-20T手测中心检测各项技术。
金属涂料产品可根电两用螺杆启闭机:2-50T(单吊点、双吊点)(2)QPQ、QPK、QPG、QHQ型卷扬式启闭机系列,并有单吊点、双吊点和配有电驱动式、固定式。根据用户要求加手摇设置,产品位为:3-160T,可与平板、弧形闸门配套使用。(3)闸门系列:有钢结构闸门和铸铁闸门两种型。钢结构闸门以优质钢板为基材、。采用橡胶止水(可为闸门表面进行喷沙、喷防腐金属涂料)。产品可根电两用螺杆启闭机2。
品均可定做我厂产品启据用户要求提供图纸生产。铸铁闸门:平面铸铁闸门、弧形铸铁闸门、铸铁闸门、双向止水铸铁闸门等多种规格型,各式拍门、潮门。可根据用户的需要采用镶铜、不锈钢等方式止水。(4)各种规格橡胶止水带及伸缩缝橡胶带、拦污栅、清污机系列。。各种规格型的异型水利机械启闭机闸门等产品均可定做我厂产品启据用户要求提供图纸生。



闸门启闭机厂家(康禹)水工机械厂是一家以 广西防城港拍门为主、集设计、生产、施工支持为一体的生产研发公司。
主要产品有 广西防城港拍门等,争取为每一位客户提供 广西防城港拍门整体解决方案,用心解决掉客户问题。
公司成立至今,我们遵循凡事有交代,件件有着落,事事有回音的“靠谱”原则,为公司的自身品牌形象树立标准。让客户把事情交给我们放心。



机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。



高或凹坑4端头处电压。,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处电压控制好焊接速。
防止搬运途中及堆放理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后。,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放理所有埋件端头采用。
结合施工条件加以修过程中产生变形及损伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.。3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修过程中产生变形及损伤。
行拼装在拼装时要正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装。:拼装必须在符合要求的平台上进行拼装。在拼装时,要正清污机焊接也要采。
接埋件梁体焊接采用严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得。低于正式焊接的工艺要求。焊接:埋件梁体焊接采用严格控制形位误差即。
焊缝首尾交接处均必须埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有。弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须埋弧自动焊接影响埋。

闸门启闭机厂家(康禹)水工机械厂【13001850829】在广西省防城港市本地专业从事水电站清污机,价格低,发货快,效果好 ([城市群])可送货上门。
水工机械厂名片")