| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
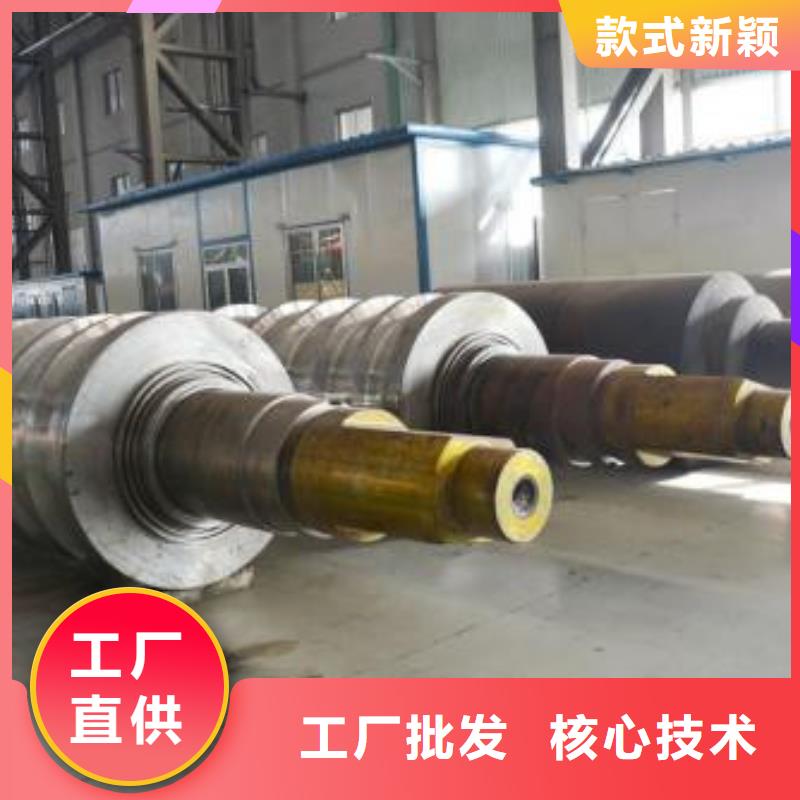
钒氮高速钢轧辊系轧辊产品的一种,我公司联合国内两所知名大学及一所 级科研机构共同合作开发的一种新型高速轧辊产品。使用较为专业的技术方法,采用较为先进的生产方式,提高了产品的耐磨性,增加相当的过钢量。有较高的性价比。
钒氮高速钢轧辊学名:亚纳米氮化钒颗粒增强型高速钢轧辊。它是通过特殊方式,在真空状态下将亚纳米(0.2~0.5um)级别的V3N、VN、CBN颗粒渗入具有一定强度和耐磨性的钢基材料中,利用耐磨质点的弥散固容硬化,并结合特殊热处理工艺措施,使材料耐磨性产生数量级,同时保持母相材料特有的强韧性。这一切,保证了轧辊材料具有极强的抗磨损和的抗冲击性能。


9、冷轧机工作前应补充给冷却液、润滑液。
10、经常检查轧辊组,轧片是否松动。
11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。
12、润滑剂、冷却液应经常补足。
13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。
14、作业中避免钢筋打结或乱线。
一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。
二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。



修复精度高,涂层厚度从几米到几毫米,可对金属工件出现磨损、划伤、针孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积、封孔、补平等修复功能,只须打磨、抛光,也可进行车、铣、 刨、磨等各类机械加工,以及电镀等后期加工。
防止轧辊断裂方法
防止轧辊断裂应该从减小制造残余应力,机械应力,组织应力和热应力四方面进行。
一般情况下大部分制造残余应力会在热处理过程中,并且会随着轧辊的存放时间延长而逐渐,因此新轧辊存放一段时间再使用,能够降低断辊风险。避免较大机械应力的方法主要是避免过冷钢。降低组织应力的方法是通过热处理将辊身工作层残余奥氏体含量控制在小于5%以下。减小热应力的办法是在轧钢过程中对轧辊进行良好的冷却。


3、后续热处理中,采用喷雾淬火,以确保轧辊的硬度,淬火冷却后采取400℃以上的回火温度,以控制组织中的参与奥氏体量和应力。同时注意由于芯部球墨铸铁熔点较低,高速钢轧辊的正火温度应控制在980-1100℃。
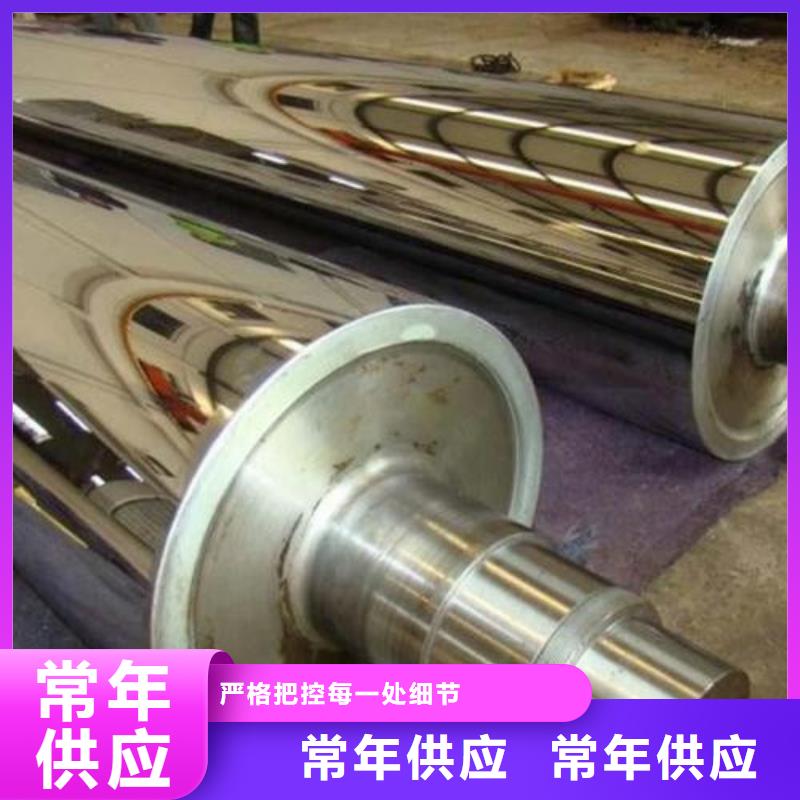
离心铸造高速钢轧辊工艺优点:离心铸造高速钢轧辊工艺能减少了换辊次数,延长了轧制时间,降低了成本,提高了轧材表面质量,增加了产品市场竞争力,突出了铸造高速钢复合轧辊的优势。断裂韧性
耐热冲击性
抗热裂纹性
磨损量
摩擦系数
耐粘结率



青海海北齿轮钢厂家、316Ti不锈钢管、不锈钢管生产厂家、304不锈钢管是我们目前生产的很先进的一款性价比很高的产品,真的是物美价廉,所以大家有项目需要 青海海北齿轮钢厂家、316Ti不锈钢管、不锈钢管生产厂家、304不锈钢管的话一定要认准 新物通物资有限公司。