以下是:弯管拥有多家成功案例的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
弯管拥有多家成功案例,航萧管件有限公司为您提供弯管拥有多家成功案例,联系人:宋经理,电话:17306359888、17306359888,QQ:46564996,请联系航萧管件有限公司,发货地:聊城经济开发区崂山路物流院内发货到贵州省 贵阳市 南明区、云岩区、花溪区、乌当区、小河区、开阳县、息烽县、修文县、清镇市。 贵州省,贵阳市 贵阳原为边疆民族地区,春秋战国至汉初,贵阳地区属古夜郎。汉代设牂牁郡,贵阳为牂牁郡治所,明代设贵阳府。民国三年(1914年),改设贵阳县,四年(1915),民国三十年(1941年)撤销贵阳县,以贵阳城区及近郊设立贵阳市。境内有山地、河流、峡谷、湖泊、岩溶、洞穴、瀑布、原始森林、人文、古城楼阁等32种旅游景点。
弯管拥有多家成功案例产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
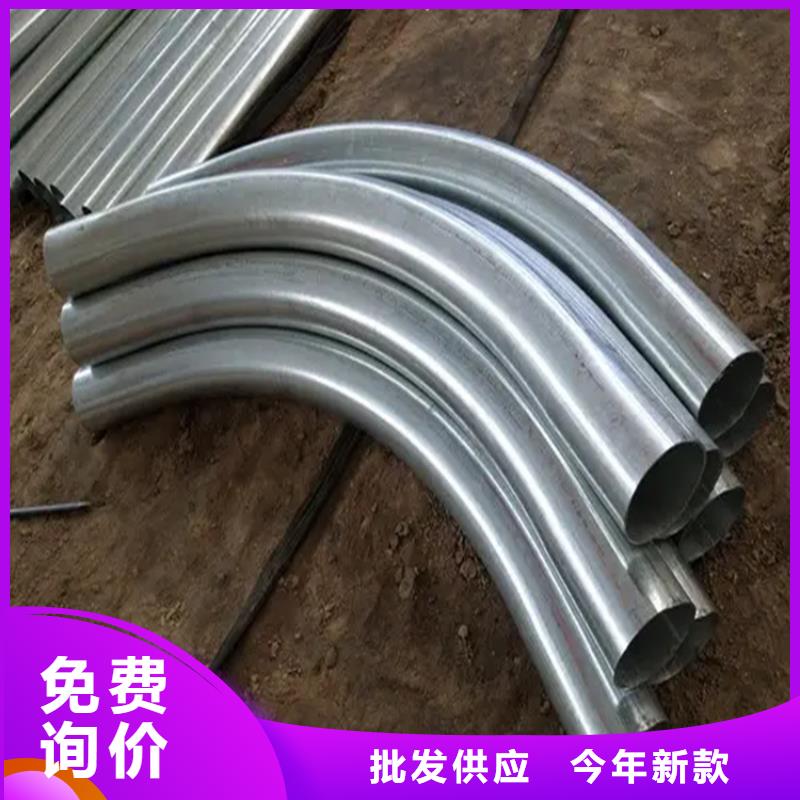
以下是:弯管拥有多家成功案例的图文介绍
航萧管件有限公司是专业生产(贵州贵阳) 本地 贵州贵阳H型钢拉弯厂家的厂家,公司主要生产(贵州贵阳) 本地 贵州贵阳H型钢拉弯厂家的企业,凭借优良的管理、开发优势, 借助超前的开发理念先进的发展思想以及成功的运作模式,航萧管件有限公司的规模也不断地发展.公司不断进取,加快加强项目开发运作,进- -步完.善开发机制,打造公司的品牌效应。



全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!



全自动弯管机实际是怎么操作的? 大家知道全自动弯管机实际是怎么操作的吗?不知道的现在可以来了解一下! 1、全自动弯管机主要适合应用在激光切割稍微厚一点的产品工件方面。选中“切厚挑选”开关部位。 2、将割炬滚轴卸掉后,割炬与全自动切管机机连接牢固,任意配件中准备有连接件。 3、连接好机器的开关电源,按照产品的外形,安裝好滑轨或半经杆(如果是直线切割用滑轨,若是要切割圆或弧形,可以使用半经杆)。 4、将割炬的电源插头拨下,换成摇控电源插头(任意配件中常备)。 5、按照工件的薄厚,调节适合的走动速率,且把机器里的“倒”、“顺”开关放在切割的方向。 6、把喷头和工件中间的间距调节成3到8毫米,然后把喷头中间调节成工件割缝的起止条上。 7、打开摇控开关,切穿工件后,打开机器的电源总开关,就可以切割了。



在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!



弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及. 弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈... 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。[ 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉...[展开] 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。
弯管拥有多家成功案例_航萧管件有限公司,固定电话:17306359888,移动电话:17306359888,联系人:宋经理,QQ:46564996,经济开发区崂山路物流院内 发货到 贵州省贵阳市。